Контент
А дрессировочная печь — это тип промышленной печи для термообработки, специально предназначенной для проведения процесса отпуска металлов — чаще всего закаленной стали. Его основная функция — повторно нагреть ранее закаленный или закаленный металлический компонент до температуры ниже его нижней критической точки, выдержать его при этой температуре в течение контролируемого периода, а затем дать ему возможность охладиться регулируемым образом. Этот процесс снимает внутренние напряжения, снижает хрупкость и повышает ударную вязкость без существенного ущерба для твердости.
Проще говоря: после закалки сталь становится чрезвычайно твердой, но в то же время опасно хрупкой. Закалочная печь — это инструмент, который исправляет этот дисбаланс. Он превращает хрупкую, нагруженную напряжением деталь в деталь с тщательно выверенным сочетанием твердости и пластичности, подходящую для реальных механических нагрузок.
Печи для отпуска широко используются в автомобильной, аэрокосмической, инструментальной, подшипниковой и пружинной промышленности. Они обрабатывают все: от режущих инструментов и механизмов до структурных компонентов и хирургических инструментов. Диапазон рабочих температур типичной закалочной печи составляет От 150°C до 700°C (от 302°F до 1292°F) , в зависимости от материала и целевых механических свойств.
Принцип работы дрессировочной печи основан на контролируемой термической металлургии. Когда сталь закаливают после аустенизации, она превращается в мартенсит — пересыщенную объемноцентрированную тетрагональную кристаллическую структуру, чрезвычайно твердую, но подверженную сильным нагрузкам и хрупкую. Отпуск, проводимый внутри дрессировочной печи, запускает серию контролируемых диффузией фазовых превращений внутри мартенсита, которые постепенно уменьшают напряжение и восстанавливают пластичность.
Этот процесс следует четкой последовательности физических и металлургических событий:
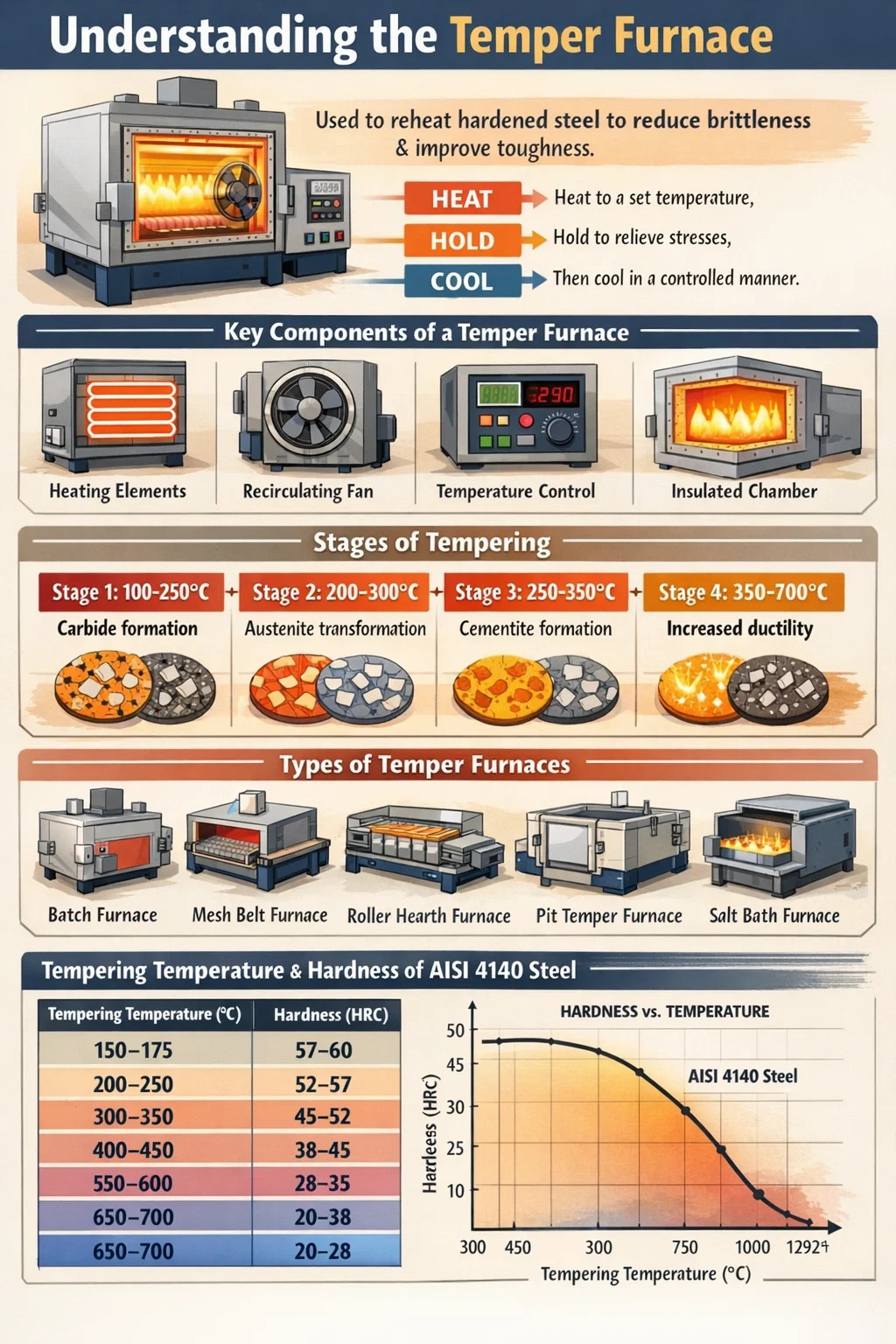
Металлургические изменения во время отпуска можно разделить на четыре отдельные стадии в зависимости от температуры:
Закалочная печь должна поддерживать строгий контроль температуры на всех этих этапах. Современные системы достигают единообразия внутри от ±3°C до ±5°C по всей рабочей зоне, что важно для стабильной работы детали.
Понимание конструкции дрессировочной печи помогает объяснить, почему с ее помощью достигаются стабильные и повторяемые металлургические результаты. Основные компоненты работают вместе, обеспечивая равномерный нагрев, контролируемую атмосферу и надежное измерение температуры.
В закалочных печах используются либо электрические нагревательные элементы сопротивления, либо газовые горелки. Электрические системы, часто использующие элементы из нихрома, кантала или карбида кремния, обеспечивают более чистую работу и более точное управление. Газовые системы обеспечивают более низкие эксплуатационные расходы при крупносерийном производстве. Система отопления рассчитана на тепловую нагрузку загрузки (обычно выражается в кВт или БТЕ/ч).
Камера печи футеруется огнеупорным кирпичом или утеплителем из керамоволокна. Модули из керамического волокна становятся все более предпочтительными, поскольку они имеют более низкая тепловая масса , что означает более быстрое время нагрева и меньшее потребление энергии. Хорошо изолированная камера снижает потери тепла и стабилизирует распределение температуры.
Принудительная рециркуляция горячего воздуха — одна из важнейших особенностей современной закалочной печи. Высокоскоростные вентиляторы циркулируют нагретый воздух по заготовкам, устраняя температурное расслоение. Без рециркуляции верхняя часть загруженной печи может быть на 30–50°C горячее, чем нижняя. Система рециркуляционного вентилятора обеспечивает однородность температуры в пределах ±5°C или выше по всей нагрузке.
Термопары (обычно типа K или типа N) контролируют температуру в нескольких точках печи. ПИД-регулятор (пропорционально-интегрально-дифференциальный) или программируемый логический контроллер (ПЛК) управляет нагревательными элементами на основе обратной связи термопары. Высокопроизводительные системы включают в себя регистраторы данных, которые записывают каждый цикл для обеспечения прослеживаемости — требование стандартов термообработки аэрокосмической отрасли (AMS 2750) и автомобилей.
В зависимости от требований применения дрессировочная печь может работать на воздухе, в азоте или в защитной эндотермической атмосфере. Контроль атмосферы предотвращает окисление и обезуглероживание поверхности во время отпуска, что особенно важно для прецизионных деталей из инструментальной стали и колец подшипников.
Детали можно загружать на лотки вручную или автоматически с помощью конвейеров, роликовых подов или толкателей. Печи периодического отпуска обрабатывают отдельные загрузки, а печи непрерывного отпуска, такие как печи с роликовым подом или печи с сетчатой лентой, обрабатывают детали в постоянном потоке, подходящем для крупносерийных операций, таких как производство крепежных изделий, пружин или подшипников.
Печи для закалки выпускаются в нескольких конфигурациях, каждая из которых подходит для разных объемов производства, геометрии деталей и технологических требований. Выбор правильного типа напрямую влияет на энергоэффективность, производительность и однородность температуры.
| Тип печи | Режим работы | Типичный температурный диапазон | Лучше всего подходит для |
|---|---|---|---|
| Коробчатая/периодическая печь для отпуска | Пакетный | 150–700°С | Инструменты, штампы, смешанные типы деталей |
| Ямная/вертикальная печь отпуска | Пакетный | 150–650°С | Длинные валы, прутки, стержни |
| Печь закалки с сетчатым поясом | Непрерывный | 150–500°С | Мелкие детали: крепеж, подшипники, пружины. |
| Печь закалки с роликовым подом | Непрерывный | 200–700°С | Крупногабаритные плоские детали, автомобильные штамповки |
| Печь для отпуска с автомобильным подом | Пакетный | 200–700°С | Тяжелые поковки, крупные промышленные компоненты |
| Печь для закалки соляной ванны | Пакетный | 150–600°С | Быстрый и равномерный отпуск прецизионных деталей. |
Аmong these, the закалочная печь с сетчатым конвейером является наиболее распространенным в условиях массового производства. Одна линия печи с сетчатым ленточным конвейером может обрабатывать сотни килограммов деталей в час, что делает ее основой операций по термообработке подшипников и крепежных изделий во всем мире.
Единственной наиболее влиятельной переменной в процессе закалки является температура. В закалочной печи выбранная температура напрямую определяет компромисс между твердостью и ударной вязкостью. По мере увеличения температуры отпуска твердость снижается, а ударная вязкость увеличивается, но эта зависимость не является линейной и сильно зависит от состава сплава.
Для обычной среднеуглеродистой стали, такой как AISI 4140, температура отпуска влияет на твердость по Роквеллу (HRC) после закалки в масле:
| Температура отпуска (°C) | Твердость (HRC) | Типичное применение |
|---|---|---|
| 150–175 | 57–60 | Режущие инструменты, изнашиваемые поверхности |
| 200–250 | 52–57 | Подшипники, втулки |
| 300–350 | 45–52 | Пружины, ручной инструмент |
| 400–450 | 38–45 | Шестерни, валы, шатуны |
| 550–600 | 28–35 | Конструктивные элементы, сосуды под давлением |
| 650–700 | 20–28 | Высокопрочные поковки, тяжелое машиностроение |
Одним из важных явлений, о которых следует знать, является отпускное охрупчивание — снижение ударной вязкости, возникающее при отпуске некоторых легированных сталей в диапазоне 250–400°С (диапазон синеломкости) или медленном охлаждении до 375–575°С. Печи для отпуска, используемые для легированных сталей, часто программируются так, чтобы избегать этих температурных диапазонов или быстро охлаждаться в них, чтобы предотвратить охрупчивание. Вот почему важно точное программирование печи — не только достижение целевой температуры, но и управление скоростью и направлением изменения температуры.
Печи для закалки присутствуют практически во всех отраслях, где используются детали из закаленной стали. Процесс отпуска не является обязательным для большинства инженерных компонентов — это обязательный этап, который определяет разницу между деталью, которая надежно работает в эксплуатации, и деталью, которая ломается под нагрузкой.
Автомобильный сектор является одним из крупнейших потребителей закалочной мощности во всем мире. Шестерни, коленчатые валы, распределительные валы, шатуны, полуоси, клапанные пружины и компоненты трансмиссии — все они проходят через закалочные печи в рамках своего производственного маршрута. Современный легковой автомобиль содержит сотни термообработанных стальных деталей, и многие из них требуют отпуска для достижения правильного баланса усталостной прочности и ударопрочности. Закалочные печи с ленточным или роликовым подом непрерывного действия, работающие 24 часа в сутки, являются стандартным оборудованием на крупных заводах-поставщиках автомобилей.
Кольца подшипников и тела качения требуют очень точного отпуска, обычно в диапазоне 150–180°С , для достижения целевой твердости 58–64 HRC при устранении остаточного аустенита и обеспечении стабильности размеров. Отклонение даже на 10°C от указанной температуры отпуска может привести к выходу твердости за пределы допуска. Вот почему производители подшипников вкладывают значительные средства в аттестацию печей и системы печей отпуска, соответствующие требованиям AMS 2750/CQI-9.
Режущие инструменты из быстрорежущей стали (HSS) обычно закаливаются при 540–560°С — процесс, называемый отпуском вторичной закалки — выполняется два или три раза для преобразования остаточного аустенита и образования вторичных карбидов, обеспечивающих красную твердость. Инструментальные стали для холодной обработки, такие как штамповая сталь для горячей обработки D2 или H13, подвергаются отпуску в различных температурных диапазонах для оптимизации их специфических эксплуатационных свойств. Коробчатые печи периодической закалки являются наиболее распространенным выбором для цехов по производству инструментов и штампов из-за их гибкости при работе с деталями различных размеров.
Детали шасси, крепежные элементы, каркасы конструкций и детали двигателя требуют отпуска в строго контролируемых условиях. Закалка в аэрокосмической отрасли должна соответствовать спецификациям AMS 2759, которые определяют допустимые диапазоны температур, время выдержки, положения термопар и требования к регистрации. Печи закалки, используемые в аэрокосмической отрасли, обычно оснащены несколькими термопарами, резервными системами управления и полностью автоматизированной записью цикла с цифровой отслеживаемостью.
Клапанные пружины, пружины подвески и промышленные пружины подвергаются закалке примерно 380–450°С для оптимизации их предела упругости и усталостной долговечности. Печи для отпуска с ленточной сеткой с непрерывной сеткой идеально подходят для этого, поскольку пружинная проволока или спиральные пружины могут проходить через них в больших количествах. Правильный отпуск повышает усталостную прочность за счет ослабления остаточных напряжений, возникающих в процессе намотки и дробеструйной обработки.
Все эти три типа печей используются для термической обработки, но служат принципиально разным металлургическим целям. Их путаница приводит к значительным технологическим ошибкам и браку деталей.
Ключевое отличие состоит в том, что всегда используется дрессировочная печь. после закаливание, как корректирующий этап. Обычно проводят отжиг и нормализацию. раньше окончательное затвердевание, как подготовительные этапы. Существенно различаются и диапазоны рабочих температур: отпуск остается ниже 700°С, а отжиг и нормализация зачастую осуществляются выше 800–950°С.
Для правильного темперирования требуется нечто большее, чем просто установка шкалы. Для последовательного достижения желаемого результата необходимо управлять несколькими взаимодействующими параметрами одновременно.
Исследования однородности температуры (TUS) — в соответствии с требованиями AMS 2750 и аналогичными стандартами — измеряют фактическое распределение температуры в рабочей зоне печи с помощью нескольких калиброванных термопар. Печи классифицируются по классам точности в зависимости от их однородности: Класс 2 (±6°С) и Класс 3 (±8°С) являются обычными для прецизионных деталей, тогда как класс 5 (±14°C) может быть приемлем для менее ответственных применений. Недостаточная однородность температуры является одной из основных причин брака партий термообработки.
Время выдержки рассчитывается на основе толщины среза — обычное практическое правило таково. 1 час на дюйм (25 мм) поперечного сечения , минимум 1 час. Недостаточное время выдержки оставляет остаточные напряжения в сердцевине толстых сечений. Чрезмерное время выдержки при температуре выше 500°C для некоторых легированных сталей может привести к отпускной хрупкости или росту зерна. Обе крайности ухудшают производительность.
Перегрузка дрессировочной печи или плотное штабелирование деталей препятствуют потоку воздуха и создают температурные градиенты внутри загрузки. Детали должны быть расположены так, чтобы обеспечить достаточную циркуляцию воздуха. Крепления для корзин или лотков часто используются для обеспечения разделения между частями. В печах непрерывного действия плотность загрузки ленты (кг/м²) является критическим параметром процесса.
Для деталей, для которых целостность поверхности имеет решающее значение, например прецизионных шестерен или обойм подшипников, нейтральная или слегка восстановительная атмосфера предотвращает окисление и обезуглероживание во время отпуска. В печах отпуска с регулируемой атмосферой обычно используются азотные или азотно-метаноловые атмосферы. На деталях, закаленных на открытом воздухе при высоких температурах, на поверхности могут образовываться оксидные слои, которые необходимо удалять дробеструйной обработкой или галтовкой, что увеличивает стоимость и продолжительность цикла.
Для большинства простых углеродистых и низколегированных сталей скорость охлаждения после отпуска оказывает минимальное влияние на конечные свойства. Однако для некоторых легированных сталей, особенно тех, которые содержат Mn, Cr, Ni или P, медленное охлаждение до температуры 375–575 ° C вызывает отпускную хрупкость, резкое снижение ударной вязкости над надрезом. Эти стали должны быть вода или масло, закаленные после отпуска чтобы быстро обойти этот диапазон.
Затраты на электроэнергию составляют значительную часть эксплуатационных расходов на любом предприятии по термообработке. Современные конструкции дрессировочных печей включают в себя множество стратегий, позволяющих снизить энергопотребление без ущерба для металлургических показателей.
Некоторые современные системы печей непрерывного отпуска теперь достигают удельного энергопотребления ниже 0,15 кВтч на килограмм переработанной стали — значительное улучшение по сравнению со старыми моделями, потреблявшими 0,25–0,35 кВтч/кг.
Даже при правильно спроектированной закалочной печи ошибки процесса могут привести к дефектам, которые ухудшают эксплуатационные характеристики детали. Понимание этих дефектов и их коренных причин помогает операторам правильно настроить и поддерживать процесс отпуска.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

