Контент
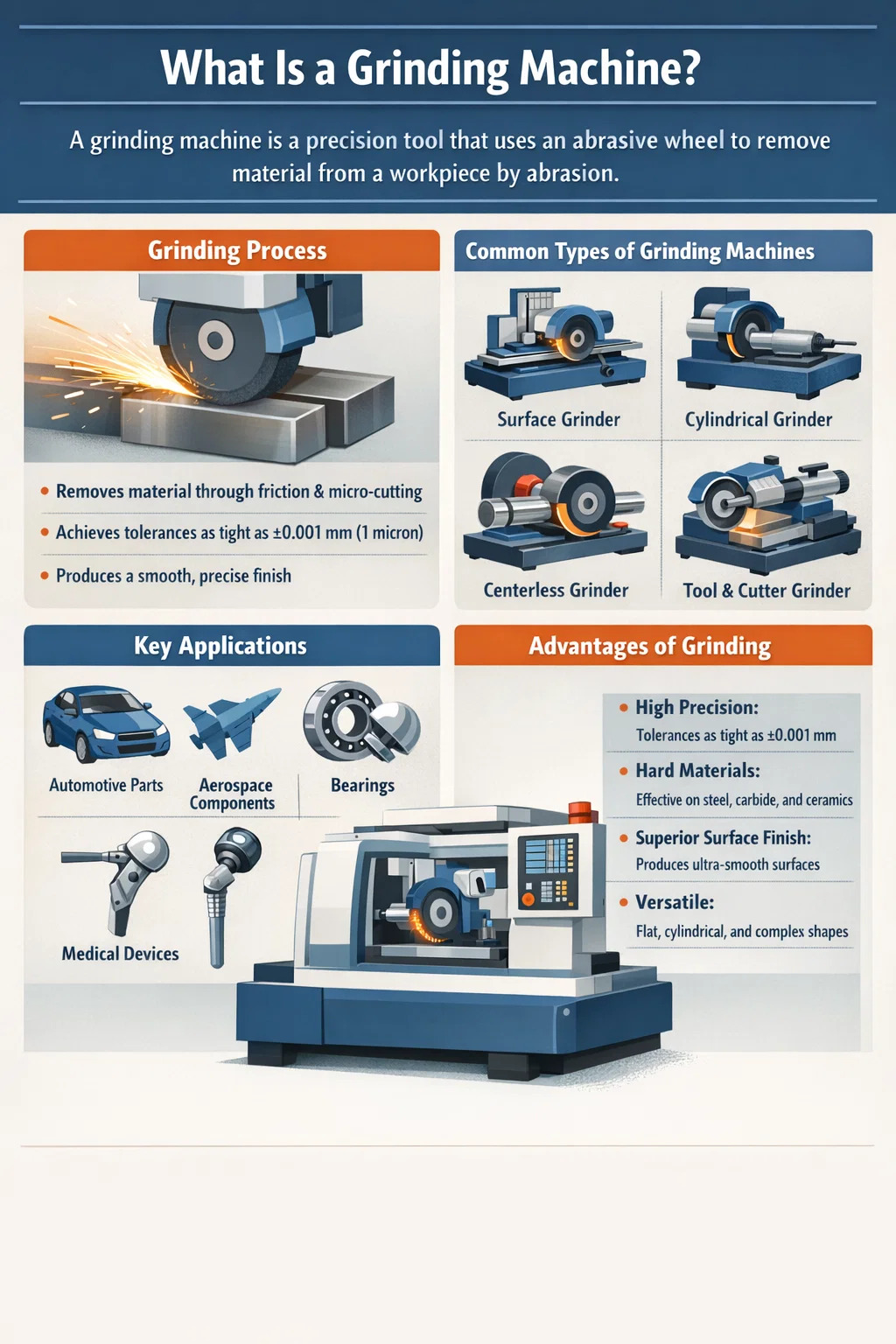
А шлифовальный станок — это прецизионный электроинструмент или промышленная машина, в которой используется абразивный круг или другой абразивный режущий инструмент для удаления материала с заготовки путем истирания. Результатом является идеально обработанная поверхность, точный размер или заостренная кромка. В производстве шлифовальные станки классифицируются как подтип станков и играют решающую роль в чистовых операциях, где допуски настолько жесткие, насколько ±0,001 мм (1 микрон) необходимы.
В отличие от точения или фрезерования, в которых используются режущие инструменты с заданной геометрией, шлифование основано на абразивных зернах — частицах твердого материала неправильной формы, таких как оксид алюминия, карбид кремния, кубический нитрид бора (CBN) или алмаз, — связанных вместе в круг. Каждое зерно действует как крошечная, неопределенная режущая кромка. Это делает шлифование идеальным для твердых материалов и сверхточной чистовой обработки, которую просто невозможно выполнить с помощью более мягких или крупных режущих инструментов.
Шлифовальные станки используются практически во всех сферах металлообработки и производства: от производства автомобильных компонентов до аэрокосмической техники, изготовления инструментов и штампов, производства подшипников и производства медицинского оборудования. Мировой рынок шлифовальных станков оценивается примерно в 5,1 млрд долларов США в 2023 году и продолжает расти, обусловленный спросом на прецизионные детали в высокотехнологичных отраслях.
Принцип работы шлифовального станка основан на абразивная обработка — механическое удаление материала посредством трения и микрорезания абразивными частицами. Подробное понимание того, как работает этот процесс, помогает операторам оптимизировать производительность шлифования и достигать стабильных результатов.
Когда шлифовальный круг вращается на высокой скорости — обычно между 1500 и 3000 об/мин для настольных шлифовальных машин или до скорость поверхности 60 м/с для высокоскоростного производственного шлифования — каждое абразивное зерно на поверхности круга кратковременно контактирует с заготовкой. Во время этого контакта зерно либо срезает крошечную стружку, распахивает материал (вызывая пластическую деформацию), либо скользит по поверхности (вызывая трение и нагрев).
Соотношение резания, вспашки и скольжения зависит от множества факторов: размера зерна, твердости круга, твердости материала заготовки, глубины резания и наличия смазочно-охлаждающей жидкости (СОЖ). Хорошо настроенная установка шлифования максимизирует резку и сводит к минимуму распахивание и скольжение, что улучшает качество поверхности и уменьшает накопление тепла.
Шлифовальный круг и заготовка движутся относительно друг друга контролируемым образом. Колесо вращается с высокой окружной скоростью, при этом заготовка удерживается в приспособлении (патроне, между центрами или на магнитном столе) и подается в круг с контролируемой скоростью. Эта скорость подачи в сочетании с глубиной резания определяет скорость съема материала (MRR) и качество получаемой поверхности.
Например, при плоском шлифовании заготовка (обычно плоская металлическая деталь) перемещается вперед и назад под вращающимся кругом на возвратно-поступательном столе, при этом круг постепенно опускается — часто всего на 0,005–0,025 мм за проход — до тех пор, пока не будет достигнут желаемый размер. При круглом шлифовании заготовка вращается вокруг своей оси, а круг одновременно вращается и перемещается по длине заготовки.
Одним из наиболее важных и уникальных аспектов поведения шлифовального круга является самозатачивающийся . Поскольку абразивные зерна в процессе эксплуатации затупляются, действующие на них шлифовальные силы увеличиваются. В конце концов, либо зерно ломается (обнажая новый острый край), либо связь, удерживающая зерно, рвется, высвобождая тусклое зерно и обнажая новое, острое под ним. Вот почему «класс» (твердость) шлифовального круга имеет значение: слишком твердый круг будет слишком долго сохранять тупые зерна (вызывая натирание и накопление тепла), в то время как слишком мягкий круг будет преждевременно сбрасывать зерна (вызывая быстрый износ круга).
Правильный сорт круга должен соответствовать материалу заготовки. Для твердых материалов, таких как закаленная инструментальная сталь, требуется круг из более мягкого сплава (чтобы зерна легче отделялись), в то время как для мягких материалов, таких как алюминий, может потребоваться круг из более твердого сплава, чтобы предотвратить слишком быстрый износ круга.
При измельчении выделяется значительное количество тепла из-за трения. Температура в зоне измельчения может на мгновение достичь от 800°С до 1500°С в крайних случаях. Без надлежащего охлаждения это тепло вызывает термические повреждения заготовки: обгорание, микротрещины, остаточные напряжения, изменения поверхностной твердости и неточности размеров. СОЖ (смазочно-охлаждающие жидкости) — обычно эмульсии на водной основе или синтетические жидкости — наносятся в зону шлифования для поглощения тепла, смазки области контакта и смывания стружки (мелких металлических и абразивных частиц). Правильное применение СОЖ так же важно для качества шлифования, как выбор круга или скорость подачи.
Единого универсального шлифовального станка не существует. Различные типы разработаны и оптимизированы для конкретной геометрии заготовки, материалов и требований к точности. Вот подробная разбивка наиболее распространенных типов:
Плоскошлифовальные станки позволяют получить плоские поверхности заготовок. В наиболее распространенной конфигурации используется горизонтальный шпиндель с периферийным шлифовальным кругом и рабочий стол с возвратно-поступательным движением. Заготовка обычно удерживается на магнитном патроне. Плоскошлифовальные станки широко используются для финишной обработки пластин инструментальной стали, основ пресс-форм, направляющих станков и любых деталей, требующих плоской и гладкой базовой поверхности. Допуски плоскостности от 0,002 до 0,005 мм обычно достижимы.
Круглошлифовальные станки используются для шлифования внешних или внутренних поверхностей цилиндрических заготовок, таких как валы, штифты, втулки и отверстия. При наружном круглом шлифовании заготовка вращается между центрами или в патроне, а круг перемещается по ее длине. При внутреннем круглом шлифовании (внутреннее шлифование) используется небольшой круг, вставленный в отверстие для шлифования внутренней поверхности. Круглое шлифование необходимо для изготовления седел подшипников, штоков гидроцилиндров и прецизионных шпинделей — компонентов, для которых требуется допуск на круглость 0,001 мм или меньше .
При бесцентровом шлифовании заготовка не удерживается между центрами или в патроне. Вместо этого он поддерживается на рабочей опоре и управляется регулирующим кругом, в то время как шлифовальный круг удаляет материал. Эта установка позволяет осуществлять непрерывное автоматизированное шлифование цилиндрических деталей, таких как стержни, трубы и штифты, с очень высокой производительностью. Бесцентровые шлифовальные станки широко используются в производстве крепежных изделий, гидравлических компонентов и автомобильных деталей. Одна бесцентровая шлифовальная машина может обработать сотни деталей в час с постоянными допусками по диаметру.
Эти специализированные станки затачивают режущие инструменты, такие как концевые фрезы, сверла, развертки, метчики и фрезы. Они имеют сложную многоосную установку и встречаются в инструментальных цехах и шлифовальных цехах. Возможность повторной заточки режущих инструментов значительно продлевает срок их службы — правильно заточенная концевая фреза может соответствовать производительности новой за небольшую часть стоимости.
Настольный шлифовальный станок представляет собой простой компактный станок, установленный на верстаке, с одним или двумя шлифовальными кругами, установленными на горизонтальном шпинделе. Он используется для чернового шлифования, удаления заусенцев, заточки ручных инструментов и удаления легкого материала. Хотя это и не прецизионный станок, он является одним из наиболее распространенных шлифовальных станков, которые можно найти в мастерских, гаражах и на предприятиях технического обслуживания по всему миру. Стандартные настольные шлифовальные станки обычно работают при 3450 об/мин и используйте колеса диаметром от 6 до 8 дюймов.
Угловая шлифовальная машина — это ручной электроинструмент, используемый для резки, шлифовки и полировки металла, камня и других материалов. Это один из самых универсальных и широко используемых электроинструментов в строительстве, производстве и металлообработке. В угловых шлифовальных машинах используются абразивные круги дискового типа, отрезные диски, лепестковые диски или проволочные щетки и обычно они работают на скоростях от 6000 и 12000 об/мин . Обычные диаметры дисков составляют 4,5 дюйма (115 мм), 5 дюймов (125 мм) и 9 дюймов (230 мм).
| Тип | Основное использование | Типичная толерантность | Ключевая отрасль |
|---|---|---|---|
| Поверхностно-шлифовальный станок | Плоские поверхности | ±0,002–0,005 мм | Оснастка, изготовление пресс-форм |
| Цилиндрическая шлифовальная машина | Валы, отверстия | ±0,001 мм | Аutomotive, Aerospace |
| Бесцентровая шлифовальная машина | Цилиндры большого объема | ±0,002 мм | Крепеж, Гидравлика |
| Инструмент и шлифовальный станок | Инструменты для заточки | ±0,005 мм | Инструментальные комнаты |
| Настольный шлифовальный станок | Удаление заусенцев, заточка | Не точность | Техническое обслуживание, Мастерская |
| Аngle Grinder | Резка, шлифовка, полировка | Не точность | Строительство, Производство |
Понимание основных компонентов шлифовального станка помогает прояснить, каким образом станок обеспечивает точность и контроль. Хотя конфигурации различаются в зависимости от типа станка, большинство шлифовальных станков имеют следующие основные компоненты:
Шлифовальный круг – это сердце любой шлифовальной машины. Выбор неправильного круга — одна из наиболее частых причин плохих результатов — пригорание, вибрация, быстрый износ круга или плохое качество поверхности. Шлифовальные круги определяются стандартизированной системой, которая кодирует пять ключевых характеристик:
Аs a practical example, a wheel marked А46-L5-V — круг алюмооксидный, зернистость 46 (средняя), марка Л (среднетвердый), структура 5 (среднеплотная), стекловидная связка — типичный круг общего назначения для плоскошлифования стали.
Понимание последовательности операции шлифования, а не только самого станка, имеет важное значение для достижения стабильных и высококачественных результатов. Вот типичная последовательность прецизионного шлифования поверхности:
Одной из основных причин выбора шлифования перед другими процессами обработки является исключительное качество поверхности, которое оно позволяет получить. Качество поверхности измеряется такими параметрами, как Ra (средняя арифметическая шероховатость), Rz (средняя глубина шероховатости) и Rmax (максимальная высота шероховатости). Вот чего реально можно достичь шлифованием:
Для справки: стандартная точеная поверхность вала имеет Ra 1,6–3,2 мкм. Обойма подшипника заземлена Ра 0,2 мкм намного более гладкая — этот уровень обработки имеет решающее значение для подшипников качения, прецизионных шпинделей и поверхностей гидравлического уплотнения. Чем мельче зерно и чем легче чистовой проход, тем меньшего значения Ra можно достичь.
Переход от ручных шлифовальных станков к станкам с ЧПУ (числовым программным управлением) изменил прецизионное производство за последние три десятилетия. Например, современный круглошлифовальный станок с ЧПУ может работать с От 5 до 7 одновременных осей ЧПУ , автоматически править круг, выполнять калибровку в процессе (измерение размеров заготовки во время шлифования) и компенсировать износ круга в реальном времени — и все это без вмешательства оператора.
К основным преимуществам шлифовальных станков с ЧПУ перед ручными станками относятся:
Основными производителями шлифовальных станков с ЧПУ являются STUDER (Швейцария), JUNKER (Германия), Okuma (Япония), ANCA (Австралия) и United Шлифование Group. Высокопроизводительные круглошлифовальные станки с ЧПУ от этих производителей могут стоить от От 150 000 до более 1 000 000 долларов США в зависимости от размера, возможностей и уровня автоматизации.
Шлифовальные станки мощные и включают в себя быстро вращающиеся абразивные круги, которые при неправильном использовании могут привести к серьезной травме. Стандарт 29 CFR 1910.215 Управления по охране труда США (OSHA) конкретно регулирует безопасность оборудования с абразивными кругами. Ключевые меры безопасности включают в себя:
Шлифование не всегда является правильным выбором. Знание того, когда измельчать, а когда использовать другие процессы, является частью хорошего планирования производственного процесса.
| Процесс | Лучшее для | Типичная толерантность | Типичный Ра | Скорость удаления материала |
|---|---|---|---|---|
| Поворот | Цилиндрическая, черновая и получистовая | ±0,02–0,05 мм | 0,8–3,2 мкм | Высокий |
| Фрезерование | Плоский/контурный, от черновой до получистовой обработки | ±0,01–0,05 мм | 0,8–3,2 мкм | Высокий |
| Grinding | Твердые материалы, прецизионная обработка | ±0,001–0,005 мм | 0,1–0,8 мкм | Низкий–средний |
| Хонингование | Коррекция геометрии отверстия | ±0,001 мм | 0,1–0,4 мкм | Очень низкий |
| Притирка | Ультратонкая отделка, плоскостность | ±0,0005 мм | 0,01–0,1 мкм | Чрезвычайно низкий |
Выбирайте шлифование, когда заготовка закалена (HRC 50), когда требования к чистоте поверхности Ra 0,8 мкм или выше, когда допуски на размеры менее ±0,01 мм или когда материал (твердый сплав, керамика) не может быть обработан обычными режущими инструментами. Для мягких материалов с меньшими допусками более рентабельно точение или фрезерование.
Шлифовальные станки прочно вошли в производство прецизионных компонентов практически во всех высокотехнологичных отраслях. Вот взгляд на то, где шлифовка имеет наибольшее значение:

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

