Контент
Проектирование торсионной пружины — это процесс определения геометрии, материала, характеристик нагрузки и производственных допусков пружины, которая накапливает энергию за счет углового отклонения, а не линейного сжатия или растяжения. Правильно спроектируйте конструкцию, и пружина будет обеспечивать постоянный крутящий момент на протяжении тысяч или миллионов циклов. Сделайте это неправильно, и вы столкнетесь с преждевременным усталостным разрушением, постоянной деформацией или непредсказуемыми кривыми крутящего момента, которые разрушат следующий механизм.
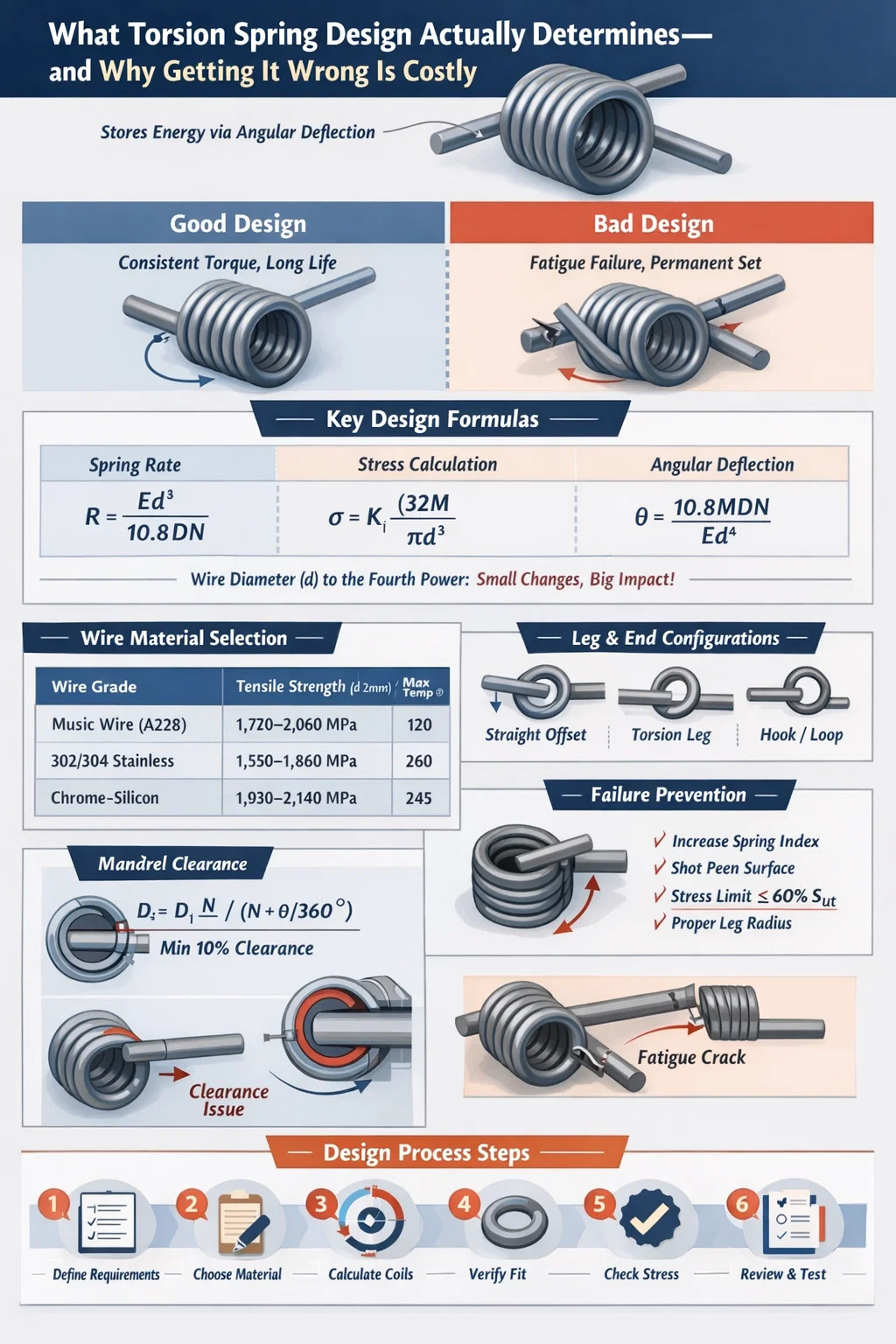
Наиболее важным результатом проектирования является жесткость пружины (крутящий момент на градус поворота) , обычно выражается в Н·мм/° или фунт·дюйм/°. Все остальные параметры — диаметр проволоки, диаметр катушки, количество активных катушек, геометрия опоры, конфигурация концов — учитываются в этом числе. Станок с торсионной пружиной может производить только то, что указано в конструкции, поэтому точность на этапе проектирования исключает дорогостоящие доработки на производстве.
В этой статье рассматривается весь процесс проектирования: от фундаментальных уравнений и выбора материалов до производственных ограничений, налагаемых машинами с торсионными пружинами, распространенных видов отказов и практических стратегий допусков, используемых в крупносерийном производстве.
Конструкция торсионной пружины основана на наборе общепризнанных механических уравнений. Их понимание не является обязательным — они определяют, выдержит ли ваша пружина свой срок службы или выйдет из строя в течение первых нескольких тысяч циклов.
Угловая жесткость пружины R рассчитывается как:
R = Ed⁴ / (10,8 DN)
Где E — модуль упругости (МПа), d — диаметр проволоки (мм), D — средний диаметр катушки (мм), а N — количество активных катушек. Для нагартотянутой проволоки из углеродистой стали Е ≈ 196500 МПа; для нержавеющей стали 302/304 Е ≈ 193 000 МПа; для хром-кремния (SAE 9254) E ≈ 201 000 МПа.
Обратите внимание, что диаметр проволоки отображается в четвертой степени. Увеличение d всего на 10% увеличивает жесткость пружины примерно на 46%. Вот почему диаметр проволоки является наиболее чувствительной переменной в любой конструкции торсионной пружины: небольшое отклонение допуска оказывает огромное влияние на конечную жесткость пружины.
Изгибающее напряжение в пружинной проволоке кручения равно:
σ = K_i × (32M) / (πd³)
Где M — приложенный момент (Н·мм), d — диаметр проволоки, а K_i — поправочный коэффициент напряжения внутреннего волокна (также называемый коэффициентом Валя для торсионных пружин). K_i учитывает эффекты кривизны и определяется как:
K_i = (4C² - C - 1) / (4C(C - 1))
Где C — индекс пружины = D/d. Для индекса пружины 6 (обычное значение) K_i ≈ 1,24. Для тугой катушки с С=4 K_i возрастает примерно до 1,40. Это означает, что туго накрученная пружина испытывает на 13% большее напряжение во внутреннем волокне при том же приложенном моменте — существенная разница, когда усталостная долговечность является расчетным ограничением.
Общее угловое отклонение θ (в градусах) составляет:
θ = 10,8 M D N / (E d⁴)
Это уравнение является обратным формуле жесткости пружины. Он показывает, насколько пружина вращается при данном приложенном крутящем моменте. В таких приложениях, как автомобильные дверные петли или стеклоподъемники, знание точного угла отклонения при каждом уровне крутящего момента имеет решающее значение для компоновки механизмов.
Одна особенность, уникальная для торсионных пружин: диаметр витка меняется по мере накручивания или разматывания пружины. При намотке в направлении замыкания (витки затягиваются) средний диаметр уменьшается. Новый средний диаметр D₂ составляет:
D₂ = D₁ N / (N θ/360°)
Для пружины с 8 активными витками, вращающимися на 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — уменьшение на 3%. Если пружина работает на оправке, проектировщик должен убедиться, что D₂ по-прежнему обеспечивает достаточный зазор; помехи при максимальном отклонении вызывают катастрофические скачки крутящего момента и преждевременный выход из строя. Стандартная практика проектирования заключается в поддержании как минимум Зазор 10 % между отклоненным внутренним диаметром катушки и внешним диаметром оправки. .
Выбор материала неотделим от конструкции торсионной пружины. Проволока должна обеспечивать требуемую прочность на разрыв, предел выносливости и коррозионную стойкость во всем диапазоне рабочих температур, оставаясь при этом совместимой с возможностями формовочной машины с торсионными пружинами.
| Марка проволоки | Предел прочности (d=2 мм) | Максимальная температура (°C) | Типичное использование |
|---|---|---|---|
| Твердотянутый (ASTM A227) | 1380–1650 МПа | 120 | Общего назначения, статические нагрузки |
| Музыкальный провод (ASTM A228) | 1720–2060 МПа | 120 | Многоцикловая усталость, точность |
| Нержавеющая сталь 302/304 (ASTM A313) | 1550–1860 МПа | 260 | Коррозионные среды |
| Нержавеющая сталь 316 (ASTM A313) | 1480–1790 МПа | 315 | Морское, химическое воздействие |
| Хром-кремний (SAE 9254) | 1930–2140 МПа | 245 | Сильный стресс, повышенная температура. |
| Инконель 718 | 1240–1380 МПа | 600 | Аэрокосмическая промышленность, газовые турбины |
Для большинства промышленных применений — дверных петель, защелок, втягивающих устройств и электрических разъемов — музыкальный провод (ASTM A228) — выбор по умолчанию. . Его высокая прочность на разрыв и стабильное качество поверхности обеспечивают усталостный ресурс, превышающий 500 000 циклов при уровнях напряжения до 70% от предельного предела прочности. Твердотянутая проволока стоит на 10–15% дешевле, но имеет более шероховатую поверхность и большую изменчивость прочности на разрыв, что делает ее более подходящей для статических или малоцикловых применений.
Хромокремниевая проволока, хотя и более дорогая, является стандартным выбором для автомобильных клапанных пружин и возвратных пружин тормозов, где рабочие температуры достигают 200–240°C и релаксацию напряжений необходимо свести к минимуму. Кроме того, к торсионной пружине предъявляются более высокие требования, поскольку ее более высокая твердость ускоряет износ инструмента — фактор, который следует обсудить с производителем во время проверки конструкции.
Фосфористая бронза и бериллиевая медь появляются в пружинах электрических разъемов, где проводимость имеет значение наряду с механическими характеристиками. В частности, бериллиевая медь, хотя и дорогая, достигает прочности на разрыв, приближающейся к 1400 МПа, и сохраняет превосходное сопротивление отверждению, что делает ее подходящей для прецизионных инструментов с жесткими допусками крутящего момента в течение длительного срока службы.
Концевая конфигурация пружины кручения — форма ножек, где они контактируют с сопрягаемыми частями и какой геометрии они следуют — напрямую влияет на три вещи: эффективное количество активных витков, концентрацию напряжений в месте соединения ноги и тела и то, что реально может сформировать машина с торсионной пружиной.
Эффективное количество активных катушек N_a включает вклад ветвей. Для прямых ног стандартное приближение добавляет L/(3πD) к числу витков тела, где L — общая длина обеих ног. Для пружины со средним диаметром витка 20 мм и двумя ножками по 30 мм это добавляет примерно 30/(3π×20) ≈ 0,16 витков — небольшая, но нетривиальная поправка, когда требуются жесткие допуски жесткости пружины (±5% или лучше).
Игнорирование этой поправки приводит к систематическим ошибкам жесткости пружины, которые становятся очевидными во время проверки первого изделия, что требует корректировки количества витков и дополнительного времени на настройку станка с торсионными пружинами с ЧПУ.
Машина для торсионной пружины — в частности, навивочная машина с ЧПУ с возможностью торсионной пружины — формирует проволоку, сгибая ее вокруг оправки, одновременно формируя ножки и концевые элементы. Понимание того, что может и чего не может делать машина, необходимо на этапе проектирования, прежде чем будет нарезана оснастка.
Стандартные станки с торсионными пружинами с ЧПУ обрабатывают проволоку диаметром примерно от 0,10 мм до 16 мм, в зависимости от класса станка. Намоточные станки с ЧПУ начального уровня покрывают толщину 0,3–3,5 мм; Тяжелые промышленные машины работают с проволокой диаметром 3–16 мм. Индекс пружины (D/d) практически ограничен между 4 и 16 для большинства производственных циклов:
Оптимальным местом для производства машин с торсионными пружинами является от С = 6 до С = 12 , где усилия формования управляемы, износ инструмента предсказуем, а допуски на размеры достижимы при высоких скоростях производства.
Современные станки с торсионными пружинами с ЧПУ, например, производства Wafios, Numalliance или Simplex, работают с 4–8 управляемыми осями. Ключевые возможности включают в себя:
Свободный угол — угол между двумя опорами в разгруженном состоянии — один из самых сложных параметров для контроля. Допуск на свободный угол от ±3° до ±5° является стандартной производственной возможностью; От ±1° до ±2° можно достичь с помощью станков с торсионными пружинами премиум-класса с ЧПУ и аттестации процесса, но при более высокой стоимости за штуку. Конструкторы должны указать самый жесткий допуск, который им действительно нужен, а не самый жесткий, который, по их мнению, возможен — чрезмерное указание допуска на свободный угол может удвоить или утроить стоимость детали без улучшения функциональности продукта.
После формования торсионные пружины, изготовленные из предварительно закаленной проволоки (музыкальная проволока, нагартованная, нержавеющая), подвергаются низкотемпературной сушке для снятия напряжений — обычно 175–230°C в течение 20–30 минут. Это уменьшает остаточные напряжения, возникающие во время намотки, стабилизирует свободный угол и уменьшает срок службы. Хром-кремниевые и хром-ванадиевые пружины формируются из отожженной проволоки, а затем закаливаются в масле и отпускаются до окончательной твердости после навивки, что дает больший контроль над свойствами материала, но требует дополнительных технологических операций на линии станка для пружин кручения.
Дробеструйная обработка, применяемая после термообработки, вызывает сжимающие остаточные напряжения на поверхности проволоки, повышая предел усталостной выносливости на 20–30% для пружин, работающих на обратный изгиб. Для торсионных пружин в условиях высоких циклов (более 500 000 циклов) почти всегда рекомендуется дробеструйная обработка, несмотря на добавление 15–25% к стоимости детали, поскольку альтернатива — усталостное разрушение в полевых условиях — намного дороже.
Усталостное разрушение является доминирующим видом разрушения торсионных пружин при циклической нагрузке. Оно начинается на внутренней поверхности витка (где напряжение изгиба самое высокое из-за кривизны) или в месте соединения ноги и тела (точка концентрации напряжения). Прогнозирование усталостной долговечности требует понимания как амплитуды напряжения, так и среднего напряжения.
Модифицированный критерий Гудмана связывает допустимую амплитуду напряжения σ_a со средним напряжением σ_m:
σ_a/S_e σ_m/S_ut = 1
Где S_e — предел выносливости, а S_ut — предел прочности на разрыв. Для музыкальной проволоки S_e ≈ 0,45 × S_ut для полированных образцов. Поправочные коэффициенты качества поверхности уменьшают это значение примерно до 0,35–0,38 × S_ut для производственной проволоки со стандартным качеством поверхности.
Парабола Гербера иногда используется в качестве альтернативы линии Гудмана, поскольку она более точно соответствует эмпирическим данным о пружинной усталости при высоких средних уровнях напряжения. Однако Гудман остается более консервативным и предпочтителен для приложений, критически важных для безопасности.
В практической конструкции торсионной пружины следующие целевые показатели соотношения напряжений обеспечивают надежные усталостные характеристики:
Эти целевые показатели должны рассчитываться с использованием формулы, скорректированной на стресс, с коэффициентом Валя. Применение уравнения номинального напряжения изгиба без коррекции кривизны занижает фактическое напряжение проволоки на 15–35 % в зависимости от индекса пружины — потенциально катастрофическая ошибка при проектировании с большим циклом работы.
Торсионные пружины под длительной нагрузкой могут проявлять постоянную деформацию — постоянное изменение свободного угла с течением времени из-за ползучести материала проволоки. Постоянное схватывание зависит от температуры и становится значительным при температуре выше 100°C для проволоки из углеродистой стали. Максимально допустимое устойчивое напряжение, установленное на уровне менее 2 % в течение 1000 часов при комнатной температуре, составляет примерно 65 % S_ut для музыкального провода и 70 % для хром-кремния.
Для применений, в которых пружина удерживается в сжатом положении (как во многих автомобильных и бытовых механизмах), проектировщик должен убедиться, что устойчивое напряжение при максимальном отклонении не превышает эти пределы. Несоблюдение этого требования приводит к снижению крутящего момента в течение срока службы изделия — распространенная жалоба на местах, которая напрямую связана с недосмотром конструкции торсионной пружины.
Указание допусков на чертеже пружины кручения — это тот момент, когда инженерное решение пересекается с производственными затратами. Каждый допуск, превышающий стандартные производственные возможности, требует дополнительного контроля процесса, увеличения частоты проверок или уменьшения времени цикла машины с торсионной пружиной — все это увеличивает затраты.
| Параметр | Стандартный допуск | Жесткая толерантность (премиальная стоимость) |
|---|---|---|
| Диаметр проволоки | Согласно стандарту проводов ASTM (обычно ±1–2%) | ±0,5% (требуется сертифицированная партия проводов) |
| Средний диаметр катушки | ±2–3% | ±1% |
| Количество катушек | ±0,25 катушки | ±0,1 катушки |
| Свободный угол | ±5° | ±2° |
| Весенняя ставка | ±10% | ±5% |
| Крутящий момент под углом испытания | ±10% | ±5% |
| Длина ноги | ±1,0 мм | ±0,5 мм |
| Длина корпуса (закрытая катушка) | ±0,5 мм | ±0,2 мм |
Наиболее важным допуском, который необходимо правильно указать, является крутящий момент под определенным углом испытания, а не жесткость пружины в отдельности. Допуск крутящего момента под определенным углом более непосредственно связан с функцией продукта — он точно сообщает производителю, какие именно действия пружина должна обеспечивать в той точке своего хода, которая важна для сборки. Сама по себе жесткость пружины ничего не говорит, если свободный угол меняется.
Распространенный и эффективный подход заключается в определении: (1) крутящего момента при минимальном рабочем угле, (2) крутящего момента при максимальном рабочем угле и (3) свободного угла с широким допуском. Эта функциональная спецификация дает оператору станка с торсионными пружинами максимальную свободу для оптимизации процесса формовки, обеспечивая при этом правильную работу пружины в сборке.
На чертеже торсионной пружины всегда должно быть указано:
Отсутствие направления ветра на чертеже — одна из наиболее распространенных и дорогостоящих ошибок при закупке торсионных пружин. Правая торсионная пружина, намотанная в направлении закрытия, создает увеличивающийся крутящий момент при закрытии — если узел требует закрывающий момент от левой пружины, механизм будет работать в обратном направлении или не будет работать вообще.
Понимание режимов отказов — это не посмертное проектирование, а входные данные при проектировании. Каждый вид отказа соответствует конкретным проектным решениям, которые могут его предотвратить или смягчить.
Наибольшее изгибающее напряжение в пружине кручения возникает во внутреннем волокне каждой витка из-за эффекта кривизны (учитываемого коэффициентом Валя). Здесь возникают усталостные трещины, которые распространяются поперек диаметра проволоки, что приводит к внезапному разрушению. Стратегии профилактики:
Установка проявляется как уменьшение свободного угла с течением времени, уменьшая крутящий момент, передаваемый на рабочий угол. Основной причиной является длительное напряжение, превышающее предел упругости материала при рабочей температуре. Профилактика: поддерживайте постоянное напряжение ниже 65% S_ut для углеродистой стали, используйте предварительно заданные пружины (предварительно отклоненные за пределы максимального рабочего угла во время производства, чтобы вызвать благоприятные остаточные напряжения) или используйте проволоку из более высокого сплава с лучшим сопротивлением релаксации.
Когда пружина отклоняется в направлении закрытия, внутренний диаметр катушки уменьшается. Если пружина установлена на оправке с недостаточным зазором, витки соприкасаются с оправкой, вызывая трение, нагрев и непредсказуемые скачки крутящего момента. В тяжелых случаях пружина полностью заедает оправку. Решение простое: рассчитайте минимальный внутренний диаметр катушки при максимальном отклонении, используя формулу изменения диаметра, и убедитесь, что внешний диаметр оправки как минимум на 10 % меньше. Однако для этого конструктору необходимо знать максимальный рабочий угол на этапе проектирования.
Переход от тела катушки к прямой ножке представляет собой геометрический разрыв, создающий концентрацию напряжений. Величина зависит от резкости изгиба. Минимальный радиус изгиба 1,5d у основания опоры является хорошей практикой проектирования. — радиусы меньшие, чем этот, резко увеличивают коэффициент концентрации напряжений. Когда машина с торсионной пружиной формирует опору, оператор настраивает инструмент для достижения минимального радиуса. Если проектировщик нарисует острый угол у основания опоры, машина создаст острый угол, и усталостное разрушение произойдет в этом месте, а не в корпусе катушки, как предсказывает анализ напряжений.
Наиболее эффективные конструкции торсионных пружин разрабатываются совместно инженером и производителем пружин, в частности, с привлечением команды, эксплуатирующей станок для торсионных пружин, на ранних этапах процесса проектирования, до того, как чертеж будет завершен.
Ключевые вопросы DFM, которые следует обсудить с производителем:
Инженер, который рассматривает производителя пружин как простого поставщика товара, предоставляющего полный чертеж без обсуждения, постоянно получает неоптимальные результаты. Инженер, который привлекает команду станков для торсионных пружин к рассмотрению конструкции, получает пружины, которые легче изготовить, они более стабильны и менее дороги при больших объемах производства.
Принципы проектирования торсионных пружин по-разному реализуются в разных отраслях. Вот конкретные примеры того, как контекст приложения влияет на проектные решения.
Типичная спецификация: крутящий момент 8–12 Н·м при отклонении на 75°. , срок службы 500 000 циклов, рабочая температура от −40°C до 80°C. Диаметр проволоки 4–6 мм, хромокремниевый сплав, дробеструйная обработка, покрытие фосфатом цинка. Торсионная пружина должна обеспечивать постоянный свободный угол до ±3°, поскольку ощущение фиксации двери чувствительно к изменению крутящего момента в промежуточном контрольном положении (обычно 30–45°). Эти пружины производятся в больших объемах — сотни тысяч в год, что оправдывает специальное станочное оборудование для торсионных пружин и проведение испытаний на крутящий момент в процессе производства 100% деталей.
Типичная спецификация: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
В хирургических инструментах и механизмах имплантируемых устройств используются торсионные пружины, изготовленные из нержавеющей стали 316L или сплава MP35N. Типичные допуски по крутящему моменту составляют ±3–5%. Каждая пружина проходит 100% проверку. Требования к отслеживаемости означают, что каждая производственная партия связана с определенным номером плавки проволоки и записью партии машины с торсионной пружиной. Эти требования значительно увеличивают стоимость, но не подлежат обсуждению, учитывая нормативную базу. Диаметр проволоки обычно варьируется от 0,25 мм до 2,0 мм в зависимости от применения.
Торсионные пружины для гаражных ворот имеют большие размеры (диаметр проволоки 4–8 мм, средний диаметр витка 50–75 мм) и предназначены для От 10 000 до 30 000 циклов жизни. Они намотаны противоположными парами на центральный вал, уравновешивая вес двери. Жесткость пружины должна соответствовать весу и высоте двери в пределах ±10 %, иначе дверь не будет правильно балансироваться. Эти пружины производятся на крупных промышленных станках с торсионными пружинами в больших объемах, продаются как товарные позиции и являются одними из наиболее распространенных поломок бытовых пружин - не потому, что они плохо спроектированы, а потому, что они рассчитаны на целевую стоимость, ограничивающую срок службы.
Объединение процесса проектирования в структурированный рабочий процесс предотвращает распространенную ошибку повторения на поздних стадиях разработки, когда изменения обходятся дорого.
Постоянное следование этой последовательности позволяет избежать самой дорогостоящей категории ошибок при проектировании пружин: обнаружение проблем с размерами или производительностью во время проверки сборки, когда изменение конструкции пружины требует повторной квалификации машины для торсионной пружины и, возможно, перепроектирования сопрягаемых деталей.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

