Контент
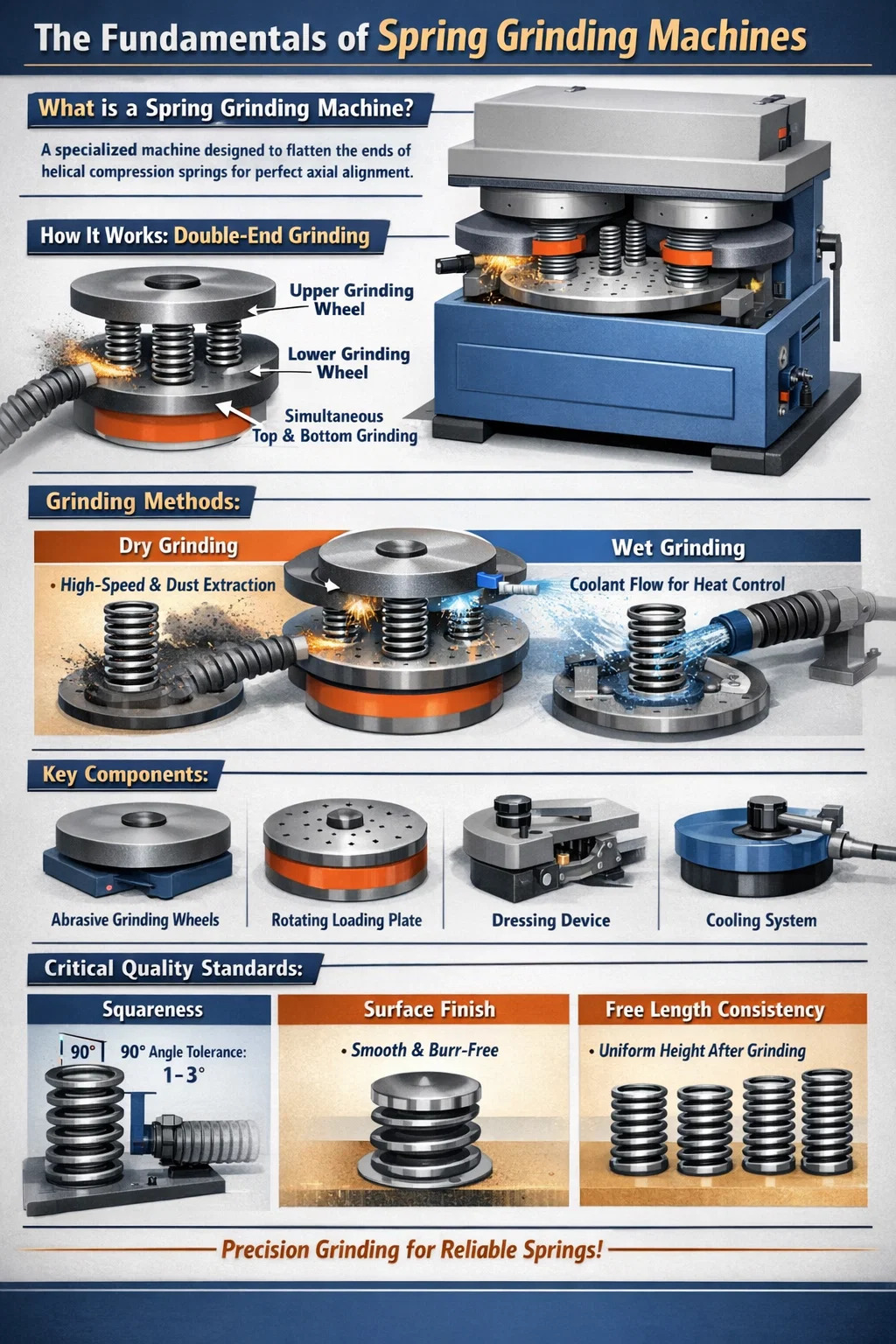
А пружинный шлифовальный станок представляет собой специализированный промышленный абразивный инструмент, разработанный специально для выравнивания концов винтовых пружин сжатия. В производственном мире пружины, выходящие из навивочной машины, часто имеют «открытые» или неровные концы. Без шлифовки эти пружины не могут стоять идеально вертикально или равномерно распределять вес при сжатии. пружинный шлифовальный станок удаляет излишки материала с верхних и нижних рулонов, создавая плоскую, перпендикулярную поверхность.
Подравнивая концы, машина обеспечивает достижение пружиной максимальная осевая нагрузка и стабильность. Этот процесс имеет решающее значение для высокопроизводительных применений, таких как пружины автомобильных клапанов, пружины топливных форсунок и компоненты тяжелого промышленного оборудования, где отклонение даже 0,5 градуса вертикальность может привести к механическому повреждению или неравномерному износу.
Основной принцип работы А. пружинный шлифовальный станок предполагает относительное движение между пружиной и двумя быстро вращающимися абразивными кругами. Большинство современных машин используют двустороннее шлифование подход, означающий, что верхняя и нижняя часть пружины обрабатываются одновременно.
Пружины загружены в круговое вращающееся устройство, известное как загрузочная пластина или подающий диск. Эта пластина содержит несколько отверстий или приспособлений, предназначенных для надежного удержания пружин в вертикальном положении. Когда загрузочная пластина вращается, она переносит пружины в зону шлифования, расположенную между верхним и нижним шлифовальными кругами.
Шлифовальные круги располагаются на определенном расстоянии друг от друга, соответствующем желаемой конечной свободной длине пружины. Когда пружина проходит между вращающимися колесами, абразивные поверхности сбривают кончик проволоки с обоих концов. При трении выделяется значительное количество тепла, поэтому скорость нагрузочной пластины и зернистость колеса должны быть идеально откалиброваны, чтобы избежать термическое повреждение или «сгорание» пружинной стали.
В некоторых машинах используется метод «сквозной подачи», при котором пружины непрерывно перемещаются через колеса, в то время как в других используется метод «подачи». В системе подачи колеса движутся вертикально к пружинам, в то время как загрузочная пластина остается в фиксированном положении, что обеспечивает чрезвычайно точный контроль над подачей. давление шлифования и скорость съема материала.
Эффективность пружинный шлифовальный станок зависит от нескольких быстроизнашивающихся компонентов, которым приходится выдерживать интенсивные механические нагрузки и тепло.
| Компонент | Функция и материал | Типичная спецификация |
|---|---|---|
| Шлифовальные круги | Аbrasive discs (Aluminium Oxide or Silicon Carbide) that cut the metal. | Диаметр: 300 мм - 900 мм |
| Загрузочная пластина | А rotating steel disc that carries springs through the machine. | Управление переменной скоростью |
| Перевязочное устройство | Восстанавливает плоскостность и остроту шлифовальных кругов. | Фрезы с алмазными или стальными напайками |
| Система охлаждения | Для отвода тепла от источника используется воздух или водяной/масляный туман. | Форсунки высокого давления |
В зависимости от материала пружины и требуемой точности инженеры выбирают один из двух основных методов работы пружины. пружинный шлифовальный станок .
Сухое шлифование является наиболее распространенным методом изготовления стандартных пружин из углеродистой стали. Он опирается на большой объем система пылеудаления для удаления металлической стружки и абразивных частиц. Несмотря на то, что сухое шлифование эффективно для высокоскоростного производства, оно может привести к чрезмерному нагреву, если скорость подачи слишком агрессивна, что потенциально может привести к изменению закалки пружины.
Мокрое шлифование предполагает постоянное применение охлаждающей жидкости (водорастворимого масла или синтетической жидкости) непосредственно на поверхность шлифования. Этот метод используется для нержавеющая сталь или термочувствительные сплавы. Охлаждающая жидкость предотвращает достижение проволокой критических температур, обеспечивает более гладкую поверхность и продлевает срок службы шлифовального круга.
А пружинный шлифовальный станок за ним необходимо тщательно следить, чтобы гарантировать качество конечного продукта. В процессе измельчения производители уделяют внимание трем основным показателям:
Со временем шлифовальные круги пружинный шлифовальный станок «забиваются» металлическими частицами или теряют идеально ровный профиль. Это явление известно как «остекление». Для решения этой проблемы машина оснащена перевязочный узел . В этом устройстве используется более твердый материал, чтобы соскоблить тонкий слой колеса, обнажая свежие абразивные зерна и обеспечивая параллель поверхности колеса с загрузочной пластиной. Регулярная правка – это отличие качественной пружины от той, которая отбраковывается при проверке.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

