Контент
Ядро создание весны : сгибание прямой стальной проволоки в нужные петли или формы, сохраняя при этом ее эластичность.
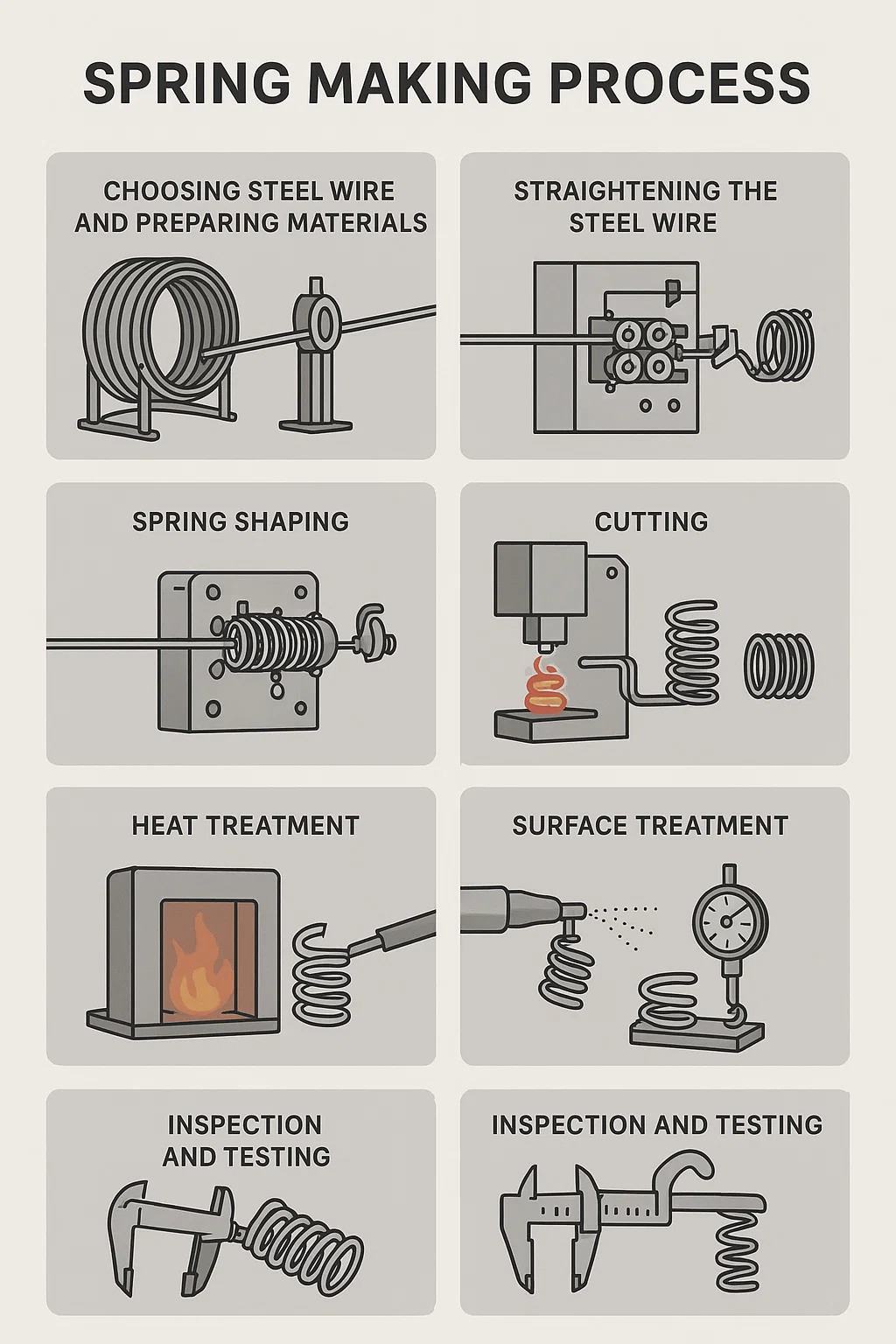
• Во-первых, вам нужно выбрать правильную стальную проволоку. Пружинная проволока бывает разной толщины (диаметра) и материалов (например, обычная сталь, нержавеющая сталь, рояльная проволока и т. д.). Выбор зависит от силы, которую должна выдерживать пружина, и от условий, в которых она будет использоваться (например, будет ли она ржаветь).
• Купленная стальная проволока обычно свёрнута в большой рулон (мотку). Перед изготовлением пружины этот рулон проволоки необходимо поместить на станок (разматывающую раму).
• Спиральная стальная проволока изогнута и не может быть использована непосредственно для изготовления пружины. Машина пропустит проволоку через набор выпрямляющих роликов (например, через несколько маленьких роликов), прижимая ее прямо.
• Это самый важный шаг, выполняемый с помощью специального пружинного станка. Существует множество типов пружинных станков, но принцип один: сгибание прямой стальной проволоки заданным образом.
• Подача проволоки: машина оснащена двумя зубчатыми колесами (подающими колесами), которые, подобно конвейерной ленте, каждый раз точно продвигают проволоку на определенную длину. Эта длина определяет количество витков пружины, общую длину и т. д.
• Гибка проволоки: В рабочей зоне станка имеется несколько подвижных инструментов для сгибания (например, мизинцы или ползунки). Машина управляет следующими инструментами:
• Некоторые инструменты наматывают проволоку на оправку (шпиндель), образуя спирали (основа пружин сжатия/растяжения).
• Некоторые инструменты толкают или сгибают проволоку в определенных точках, создавая изгибы, крючки (крючки) или концы особой формы (формы концов).
• Некоторые инструменты контролируют расстояние между витками спирали (шаг).
• Старомодные станки (кулачковые станки). В них используются вращающиеся колеса (кулачки) специальной формы, которые толкают рычаги, которые, в свою очередь, приводят в движение гибочные инструменты. Регулировка машины громоздка; изменение формы пружины требует замены кулачка и траты много времени на настройку.
• Машины нового типа (компьютеризированные пружинные станки/пружинные станки с ЧПУ): сейчас это основной тип. Оператор вводит размеры пружины (толщину, размер витка, количество витков, способ изгиба крюка и т. д.) на экран компьютера станка, и компьютер (контроллер) станка запоминает эти инструкции. Затем несколько небольших двигателей (серводвигателей) внутри машины управляют роликами подачи проволоки и каждым гибочным инструментом, точно сгибая стальную проволоку до желаемой формы в соответствии с программой. Хотите перейти на пружину другого типа? Просто выберите новую программу, смените инструмент, и все будет сделано быстро.
• Как только форма пружины сформирована, резак машины (например, небольшая гильотина) немедленно движется, чисто и аккуратно отсекая сформированную пружину от стальной проволоки позади нее.
• Свежесогнутая стальная проволока испытывает внутреннее напряжение, что делает ее относительно хрупкой, неэластичной и легко ломающейся. Чтобы сделать пружину прочной и эластичной, большинство пружин (особенно с более толстой проволокой или более высокими требованиями) требуют термической обработки.
• Нагрев: Пружину помещают в печь и нагревают до определенной высокой температуры (при этом она становится слегка красноватой).
• Закалка: пружину быстро помещают в масло или воду для охлаждения и упрочнения стальной проволоки.
• Темперирование: повторно нагрейте до немного более низкой температуры, выдержите некоторое время, а затем охладите. Этот шаг имеет решающее значение; он снимает напряжение, придавая пружине твердость и прочность (менее склонную к поломке), что приводит к превосходной эластичности. Пружины без термообработки склонны к деформации или поломке.
• В зависимости от предполагаемого использования пружины могут потребоваться различные виды обработки поверхности:
• Дробеструйная обработка/дробеструйная обработка: использование высокоскоростных небольших стальных шариков для струйной обработки поверхности пружины удаляет ржавчину и заусенцы, а также укрепляет поверхность (сжимающее напряжение), увеличивая срок ее службы.
• Гальваника/чернение: покрытие поверхности пружины цинком, никелем, хромом и т. д. или нанесение чернения, главным образом, для предотвращения ржавчины и улучшения внешнего вида.
• Покрытие: распыление краски или пластикового слоя для предотвращения ржавчины.
• Наконец, готовую пружину необходимо осмотреть:
• Размеры: измерьте общую длину, внешний диаметр, внутренний диаметр, диаметр проволоки, угол крючка и т. д., чтобы убедиться, что они соответствуют техническим характеристикам.
• Испытание на эластичность: используйте специальную машину, чтобы сжать или растянуть пружину, чтобы увидеть, какое усилие потребуется для ее сжатия/растяжения до указанной длины (испытание на эластичность) и сломается ли она при полном сжатии/растяжении (выборка для испытания на усталость).
• Осмотр поверхности: проверьте наличие трещин, серьезных царапин, пятен ржавчины и т. д.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

