Контент
Вот как пружинный станок с ЧПУ работает, разбитый на его основные функции, разбитые на основные функциональные этапы:
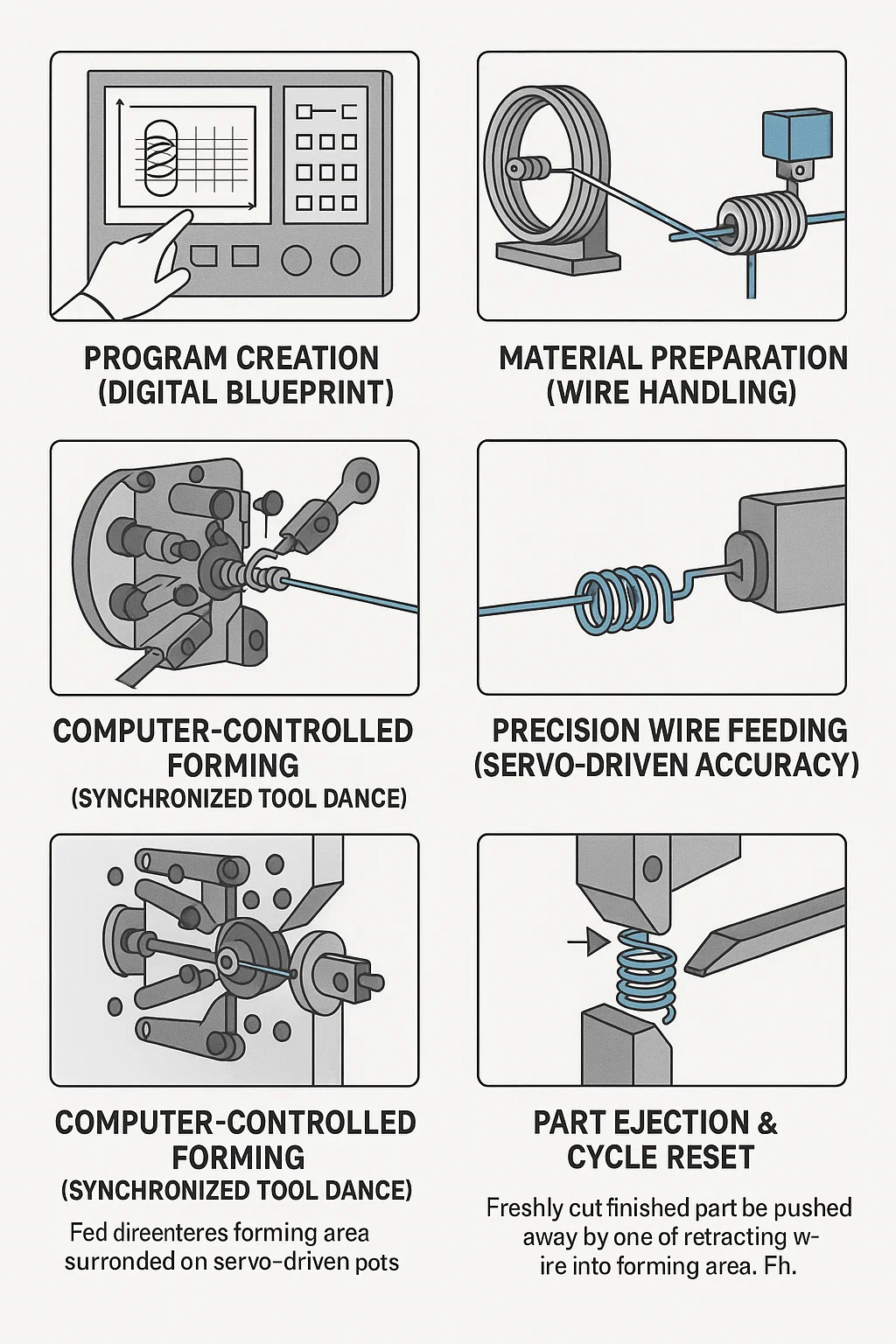
•Оператор использует специализированное программное обеспечение на компьютерной панели управления машины.
• Вводятся точные характеристики желаемой пружины или формы проволоки: диаметр проволоки, внешний/внутренний диаметр, количество витков, шаг витков (расстояние), свободная длина, конфигурация концов (крючки, петли, изгибы, углы) и любые специальные характеристики.
• Программное обеспечение преобразует эти входные данные в точный набор машинных инструкций (например, G-код), определяющих каждое движение и действие.
•Моток металлической проволоки (стальной, нержавеющей, латунной и т.п., латунной и т.п.) устанавливается на раздаточную катушку.
• Проволока проходит через направляющую. Проволока проходит через правильный блок, состоящий из нескольких роликов. Эти ролики оказывают контролируемое давление, устраняя любые искривления и изломы намотанной проволоки, гарантируя, что проволока попадает в зону формовки идеально прямой.
• На проволоку можно наносить смазку для уменьшения трения и износа инструмента.
•Выпрямленная проволока проходит между парой подающих роликов с накаткой.
• Специальный серводвигатель точно управляет этими роликами.
• В соответствии с программой серводвигатель поворачивает ролики на определенную величину, проталкивая проволоку точно отмеренной длины вперед в зону формовки. Эта контролируемая подача определяет критические размеры, такие как общая длина пружины и расстояние между витками.
• Подаваемая проволока поступает в зону формовки, окруженную несколькими подвижными формовочными инструментами (пальцами, направляющими), установленными на стойках с сервоприводом и расположенными рядом с центральной оправкой (оправкой) или формовочным штифтом.
• Компьютерный контроллер станка посылает команды отдельным серводвигателям, управляющим каждой осью формовочного инструмента независимо и одновременно.
•Эти сервоприводы перемещают инструменты по сложным, скоординированным траекториям:
•Инструменты скользят радиально внутрь/наружу для сгибания проволоки или определения диаметра.
•Инструменты вращаются, наматывая проволоку на оправку, образуя катушки.
•Инструменты перемещаются в осевом направлении, чтобы контролировать шаг (расстояние между витками) при подаче проволоки.
• Инструменты нажимают или сгибают для создания концевых форм, таких как крючки, формы глаз, таких как крючки, проушины или сложные изгибы.
• Несколько инструментов действуют в быстрой последовательности, постепенно сгибая и придавая проволоке форму в соответствии с запрограммированной геометрией. Компьютер обеспечивает идеальное время и позиционирование каждого движения инструмента относительно движения инструмента подачи проволоки относительно положения подачи проволоки.
• Как только окончательная форма полностью сформирована, программа запускает специальную сервоось отсечки. Программа запускает специальную сервоось отсечки.
• Режущее лезвие из закаленной стали (гильотинное или вращающееся) с силой движется по неподвижной наковальне или контрножу.
•Это действие аккуратно и с точной синхронизацией отделяет готовую пружину или проволоку от висячей проволоки.
• Свежевырезанная готовая деталь обычно выталкивается из зоны формования с помощью втягивающего инструмента или просто падает под действием силы тяжести, часто по желобу в сборник, часто по желобу в сборный бункер.
•Все формовочные инструменты одновременно возвращаются в запрограммированные исходные («исходные») положения.
•Подающие ролики немедленно продвигают проволоку на следующую точную длину.
•Весь цикл (Весь цикл (шаги 3–6) повторяется непрерывно на высокой скорости.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

