Контент
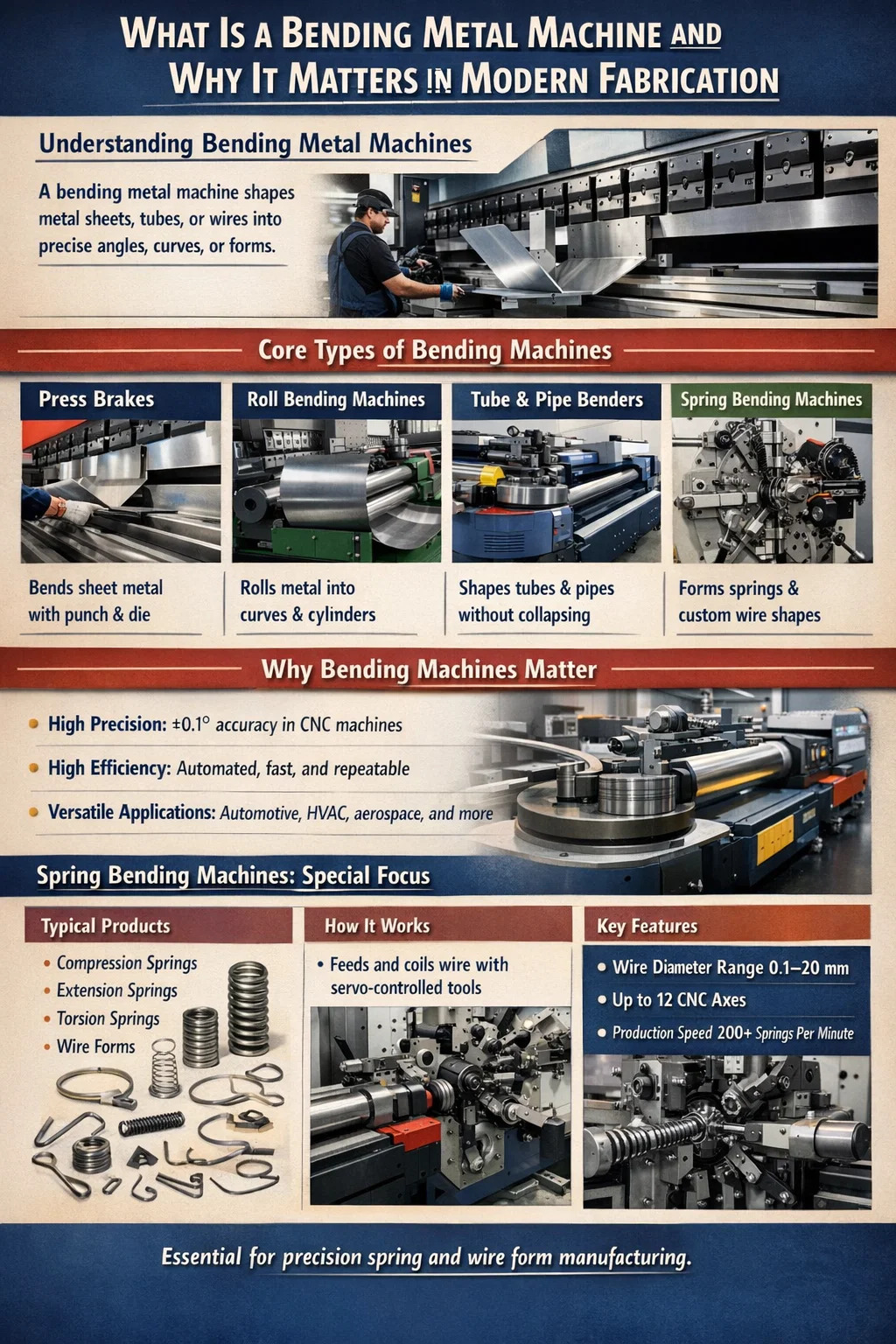
А гибочный станок по металлу — это промышленное оборудование, предназначенное для деформации металлических заготовок — листов, стержней, труб или проволоки — с получением точных углов, кривых или сложных трехмерных форм без резки или сварки. Основной вывод прост: если ваша производственная линия требует единообразных, повторяемых металлических форм в больших масштабах, специальный гибочный станок не является дополнительным оборудованием — он является основой вашего рабочего процесса. Ручная гибка приводит к человеческим ошибкам, нестабильным радиусам изгиба и усталости оператора; механизированная гибка исключает все три.
Современные гибочные станки для металла варьируются от простых гидравлических листогибочных прессов, способных сгибать пластины из мягкой стали толщиной 3 мм, до сложных многоосных систем с ЧПУ, которые могут выполнять 40 различных последовательностей гибки в одном автоматизированном цикле. Например, листогибочный пресс с ЧПУ среднего класса может обеспечить угловую повторяемость ±0,1°, что практически недостижимо при ручном управлении. Для автомобильных кронштейнов, воздуховодов систем отопления, вентиляции и кондиционирования воздуха, каркасов мебели, электрических шкафов и сотен других категорий продукции такой уровень точности не является роскошью — это требование производства.
Машина для гибки пружин представляет собой специализированную часть более широкого семейства гибочных машин. В то время как обычный листогибочный пресс ориентирован на листовой металл, машина для гибки пружин разработан специально для намотки, навивки и формирования проволоки или стержней в пружины сжатия, пружины растяжения, торсионные пружины и специальные формы из проволоки. Эти два типа машин часто сосуществуют на одном предприятии, и понимание того, как они дополняют друг друга, имеет важное значение для любого менеджера по подбору оборудования.
Термин «машина для гибки металла» представляет собой общий термин, охватывающий несколько различных архитектур машин. Выбор неправильного типа для вашего применения приводит к плохому качеству деталей, чрезмерному износу инструментов и ненужным капитальным затратам. Ниже представлена структурированная разбивка основных категорий.
Листогибочный пресс является наиболее широко используемой машиной для гибки листового металла в мире. В нем используется набор пуансонов и штампов для приложения локализованной силы вдоль прямой линии, создавая один изгиб за один ход. Гидравлические листогибочные прессы доминируют в тяжелых условиях — гибка стальных листов толщиной до 25 мм на длине гибки 6 метров и более. Электрические серволистогибочные тормоза, которые становятся все более популярными с 2018 года, обеспечивают экономию энергии на 30–50 % по сравнению с гидравлическими аналогами и обеспечивают более быстрое время цикла при работе с тонкими листами (0,5–3 мм). Листогибочные прессы с ЧПУ добавляют программируемое позиционирование заднего упора, автоматическую компенсацию прогиба и многоступенчатую последовательность гибки, сокращая время настройки с часов до минут при переключении между программами обработки детали.
Валковые гибочные машины, также называемые пластинчатыми вальцами или профилегибочными станками, используют два или три приводных валка для непрерывного изгибания металла в дуги, кольца или цилиндры. Они незаменимы при производстве сосудов под давлением, производстве труб, архитектурных стальных конструкций и изготовлении резервуаров. Трехвалковая симметричная машина является стандартом для производства цилиндров большого диаметра из плоского листа. Машина с четырьмя валками добавляет четвертый валок, который предварительно сгибает переднюю кромку, устраняя плоскость, которая является классическим ограничением конструкций с тремя валками. В зависимости от тоннажа машины и диаметра рулонов достижимы радиусы гибки от крутых кривых 150 мм до пологих дуг длиной в несколько метров.
Трубогибочные машины сгибают полые секции — круглые, квадратные или прямоугольные трубы — без разрушения поперечного сечения. Гибка с помощью ротационной вытяжки, наиболее точный метод, заключается в прижатии трубы к формовочной матрице и ее вращении вокруг фиксированной гибочной матрицы, часто с внутренней оправкой, предотвращающей разрушение стенки. Этот метод является стандартным для автомобильных выхлопных систем, каркасов безопасности, велосипедных рам и гидравлических линий аэрокосмической отрасли. Трубогибочные станки с ЧПУ с многорядными инструментальными головками могут производить детали, требующие многократного изгиба в разных плоскостях — один компонент автомобильной выхлопной системы может иметь от 8 до 12 различных последовательно запрограммированных изгибов.
Машины для гибки проволоки и машины для гибки пружин обрабатывают заготовки меньшего диаметра — обычно проволоку диаметром от 0,1 до 20 мм — и формируют из нее сложные двумерные или трехмерные формы из проволоки, зажимы, кронштейны, крючки и пружины. Эта категория заслуживает специального обсуждения и подробно рассматривается в последующих разделах.
| Тип машины | Первичный материал | Типичная толерантность | Общие отрасли |
|---|---|---|---|
| Листогибочный пресс с ЧПУ | Листовой металл 0,5–25 мм | ±0,1° | ОВК, электроника, строительство |
| Пластинчатый рулон | Плита до 100 мм | Диаметр ±1–2 мм | Сосуды под давлением, резервуары |
| Трубогибочный станок с ЧПУ | Трубка НД 6–200 мм | ±0,2° | Аutomotive, aerospace |
| Пружинная гибочная машина | Проволока 0,1–20 мм | Шаг ±0,05 мм | Пружины, проволочные формы, зажимы |
А машина для гибки пружин — также называемый машиной для навивки пружин, формирователем пружин с ЧПУ или машиной для формования проволоки в зависимости от конфигурации — представляет собой узкоспециализированную машину для гибки металла, предназначенную для переработки заготовки проволоки в пружины и формы из проволоки с высокой производительностью. Понимание принципа его работы помогает понять, почему его нельзя просто заменить гибочным станком общего назначения.
Проволока вытягивается из катушки или выпрямляется из бухты и подается через прецизионные направляющие ролики в зону формовки. Механизм подачи — обычно система прижимных роликов с сервоприводом — контролирует длину подаваемой проволоки с точностью ±0,05 мм. В зоне формования точка намотки или формовочный инструмент отклоняют проволоку, создавая диаметр катушки. Инструмент шага одновременно управляет осевым продвижением витка, определяя свободную длину и шаг пружины. Режущий механизм — либо дисковый нож, либо кулачковый нож с кулачковым приводом — отделяет готовую пружину от проволоки в запрограммированной точке.
На станках для гибки пружин с ЧПУ каждая ось — длина подачи, положение точки намотки, угол наклона инструмента и время резки — независимо контролируется сервоприводом и синхронизируется с помощью центрального контроллера движения. Высокопроизводительные станки таких производителей, как Wafios, Itaya или Bamatec, могут производить пружины сжатия со скоростью, превышающей 200 штук в минуту для проволоки малого диаметра (менее 1 мм) с повторяемостью размеров, к которой не может приблизиться ручная намотка пружины.
Упругое восстановление — упругое восстановление металла после изгиба — является центральной проблемой во всех операциях по гибке металла, но особенно важно при производстве пружин. Поскольку функциональные характеристики пружины зависят от точных геометрических размеров (свободная длина, диаметр витка, шаг), любая пружина, вызывающая отклонения размеров, напрямую приводит к тому, что пружина не соответствует требованиям по нагрузке. Станки для гибки пружин с ЧПУ алгоритмически компенсируют пружинение: управляющее программное обеспечение перегибает проволоку на расчетную величину, так что после упругого восстановления готовая пружина приземляется на целевой размер. Это значение перегиба зависит от материала проволоки, диаметра, состояния отпуска и радиуса изгиба, и современные машины сохраняют эти значения в библиотеках материалов для быстрой смены работ.
Покупка станка для гибки металла — будь то листогибочный пресс, станок для гибки пружин или трубогиб — требует оценки набора технических параметров, которые определяют, сможет ли станок действительно производить ваши детали. Полагаясь на описание продавца без сверки этих цифр с вашими требованиями к деталям, компании в конечном итоге получают машины, которые не могут выполнять эту работу.
Сгибаемый материал определяет выбор инструмента, требования к тоннажу, компенсацию пружинения и достижимый радиус изгиба. Не все металлы гнутся одинаково, и гибочная машина, оптимизированная для мягкой стали, может дать совершенно разные результаты — или полностью потерпеть неудачу — при попытке согнуть закаленную пружинную сталь или титан.
Справочный материал по умолчанию для гибочных станков по металлу. Мягкая сталь (предел текучести около 250 МПа) легко сгибается, имеет умеренную упругость. Этот материал используется при расчете тоннажа машин и рекомендациях по открыванию штампов. Мягкая сталь марки S235 или A36 надежно сгибается до минимального внутреннего радиуса изгиба, равного 0,5 толщины материала, без образования трещин.
Стали HSLA (предел текучести 350–700 МПа) и марки AHSS, используемые в конструкциях автомобильных кузовов, требуют значительно большего тоннажа для изгиба — часто В 2–3 раза больше тоннажа, необходимого для эквивалентной толщины мягкой стали. . Упругость также пропорционально выше: изгиб на 90° в стали HSLA может потребовать программирования пуансона на 84–87°, чтобы достичь 90° после восстановления упругости. Отверстие матрицы также должно быть шире, чтобы предотвратить растрескивание на линии сгиба.
Аustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
Аluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
Пружинная сталь — обычно высокоуглеродистая сталь (0,6–1,0% углерода) или легированная пружинная сталь, такая как 51CrV4, — является основным материалом для станков для гибки пружин. Эти материалы имеют предел текучести 1000–2000 МПа и чрезвычайно высокую упругость. Машина для гибки пружин должна быть способна прикладывать усилия формовки, превышающие предел текучести проволоки, при этом точно контролируя пластическую деформацию, которая определяет окончательную геометрию пружины. Музыкальная проволока (ASTM A228) — наиболее распространенная марка пружинной проволоки. более 70% прецизионных пружин сжатия наматываются из музыкальной проволоки или натянутой проволоки из-за их постоянной прочности на разрыв и качества поверхности.
| Материал | Предел текучести (МПа) | Уровень пружинистости | Мин. Радиус изгиба | Тоннаж против мягкой стали |
|---|---|---|---|---|
| Мягкая сталь (A36) | 250 | Низкий | 0,5× т | 1 × (базовый уровень) |
| ХСЛА Сталь | 450–700 | Высокий | 1,5–2× т | 2–3× |
| 304 нержавеющая сталь | 310 | Средне-высокий | 1× т | 1,5 × |
| 6061-T6 Алюминий | 276 | Средний | 3–4× т | 0,5× |
| Музыкальный провод (ASTM A228) | 1500–2000 | Очень высокий | 0,5–1× д | Только пружинная машина |
Каждый станок для гибки металла относится к одному из трех уровней управления: ручному, гидравлическому/механическому с базовым управлением или полному ЧПУ. Каждый уровень имеет отдельный профиль соотношения затрат и возможностей, и правильный выбор зависит от объема производства, сложности детали и имеющихся навыков оператора.
Ручные фальцевальные тормоза, ручные коробчатые и лотковые тормоза, а также машины для навивки пружин с ручной регулировкой подходят для работы с прототипами, производства в очень небольших объемах (менее 50 деталей за цикл) или в ситуациях, когда разнообразие деталей чрезвычайно велико, а настройки постоянно меняются. Их капитальные затраты невелики — ручной фальцевальный тормоз, способный сгибать сталь толщиной 1,2 мм на 1 м, можно купить за 500–3000 долларов. Компромиссом является качество, зависящее от оператора, низкая пропускная способность и значительные физические усилия для более тяжелых датчиков. В контексте производства пружин ручные токарные станки для намотки пружин по-прежнему используются для прототипирования и индивидуальных заказов на отдельные детали, где время программирования с ЧПУ превышает стоимость деталей.
Гидравлические листогибочные прессы с простым ограничителем глубины и регулируемым вручную задним упором представляют собой «рабочую лошадку» малых и средних производственных цехов по всему миру. Эти машины прочны, относительно просты в обслуживании и способны выполнять тяжелые работы. Гидравлический листогибочный пресс грузоподъемностью 100 тонн и длиной 2,5 м с базовым двухосным упором обычно стоит 15 000–40 000 долларов США в зависимости от марки и производителя. Они хорошо подходят для средних объемов производства простых деталей — прямых фланцев, швеллеров и уголков из мягкой стали или алюминия, где требуется один или два изгиба на деталь.
Полное управление ЧПУ превращает гибочный станок в программируемую производственную ячейку. Листогибочный пресс с ЧПУ хранит сотни программ обработки детали, каждая из которых определяет последовательность гибки, положение заднего упора, глубину перемещения пуансона, коррекцию выпуклости и параметры материала. Операторы выбирают программу, загружают деталь, и машина автоматически выполняет всю последовательность гибки. Время настройки повторного задания сокращается с 45–90 минут (на машине, настраиваемой вручную) до менее 5 минут. Для завода, производящего 20–30 различных номеров деталей в день, это сокращение непроизводительного времени стоит больше, чем надбавка к цене системы ЧПУ.
Станки для гибки пружин с ЧПУ обеспечивают аналогичные преимущества: как только программа пружин написана и проверена, каждый последующий производственный цикл начинается с заведомо хорошей базовой линии. Изменение параметров — диаметра катушки, свободной длины, шага — требует только программного редактирования, а не механической регулировки. Ведущие контроллеры пружинных станков с ЧПУ от компаний Wafios (Германия) и Itaya (Япония) имеют обратную связь по размерам в режиме реального времени: встроенная измерительная система проверяет каждую пружину на соответствие запрограммированным характеристикам, автоматически отбраковывая детали, выходящие за пределы допусков. Время квалификации первой статьи сокращается на 60–80 %. по сравнению с намоточными машинами с ручной намоткой.
Гибочная машина настолько эффективна, насколько эффективна ее оснастка. Для листогибочных прессов набор пуансона и матрицы определяет минимальный радиус изгиба, достижимый угол изгиба и максимальную толщину материала. В станках для гибки пружин инструменты для навивки, шаговые инструменты и режущие инструменты определяют геометрию пружины, которую можно изготовить. Инструменты — это периодические затраты, которые необходимо учитывать при расчете общей стоимости владения.
Стандартные инструменты европейского типа (совместимые с Trumpf/Wila) стали де-факто глобальным стандартом: инструменты одного производителя подходят для станков десятков других. Профили пуансонов варьируются от пуансонов с острым углом (30°) для плотных фланцев до пуансонов на гибкой шейке для глубокой коробчатой гибки и пуансонов для подрубки для сгибов нулевого радиуса. V-образные отверстия выбираются в зависимости от толщины материала: согласно отраслевому правилу V-образное отверстие = 6–10-кратная толщина материала для гибки на воздухе. Пуансоны и матрицы из закаленной инструментальной стали в стандартных конфигурациях выдерживают от 500 000 до 1 000 000 ходов, прежде чем требуют ремонта. Специальная оснастка — роликовые опоры для радиальной гибки, пуансоны со смещением для узких фланцев — повышает универсальность, но увеличивает стоимость инвентаря.
Инструменты для станков для гибки пружин более специфичны для конкретного применения, чем инструменты для гибочного пресса. Точки намотки обычно имеют наконечники из карбида вольфрама, чтобы выдерживать постоянное истирание высокопрочной проволоки на высокой скорости. Точка намотки может прослужить 50–200 миллионов циклов до замены, но этот срок значительно зависит от состояния поверхности проволоки и смазки. Шаговые инструменты, направляющие трубы и отрезные инструменты также подвержены износу и должны регулярно проверяться. Поддержание запаса расходных материалов для оснастки, особенно для крупносерийного производства пружин, предотвращает дорогостоящие незапланированные простои. Стоимость полного набора инструментов для нового профиля пружины на станке для гибки пружин с ЧПУ колеблется от 200 до 2000 долларов в зависимости от сложности, что скромно по сравнению со стоимостью гибочного пресса для деталей необычной геометрии.
На каждом станке для гибки металла постоянно возникают проблемы с качеством. Определение основной причины — станка, инструмента, материала или программирования — является необходимым условием для устранения проблемы. Ниже приведены наиболее распространенные дефекты, возникающие при листогибочном прессе и гибке пружин, с указанием их причин и способов устранения.
Признак: изгиб на 90° имеет длину 90° в центре и 92° на концах, или наоборот. Причина в листогибочном тормозе: прогиб рамы машины под нагрузкой, в результате чего центр станины отклоняется больше, чем концы. Исправление: активируйте систему коронирования; Если на машине отсутствует выпуклость, используйте сегментированную матрицу с более толстыми секциями в центре или уменьшите длину изгиба, чтобы оставаться в пределах номинальной мощности машины по прямому изгибу. На станке для гибки пружин изменение шага по длине пружины указывает на изношенный инструмент для шага или неравномерное выпрямление проволоки.
Признак: детали, согнутые по одной и той же программе, получаются под немного разными углами — в пределах одной партии или между партиями. Причина: изменение свойств материала в рулонах или листах. Даже сертифицированный материал одной и той же марки может отличаться по пределу текучести на ±5–10% в разных плавках. Исправление: нижний изгиб (чеканка) вместо воздушного изгиба устраняет изменение упругости за счет увеличения тоннажа — материал полностью пластически деформируется по своей толщине. При изгибе пружины это проявляется в разбросе свободной длины и корректируется за счет ужесточения спецификаций поставщика проволоки (диапазон прочности на разрыв), улучшения выпрямления проволоки и использования измерения обратной связи с обратной связью для корректировки параметров формования в реальном времени.
Признак: На внешней поверхности изгиба появляются микротрещины или видимые трещины. Причины: слишком малый радиус изгиба для данного материала, изгиб против направления волокон материала (направления прокатки) или использование закаленного материала с недостаточной пластичностью. Исправление: увеличить внутренний радиус изгиба (минимум 1× толщина материала для большинства сталей в поперечном направлении, 2× в продольном направлении для более твердых сплавов). Для листового металла ориентируйте детали так, чтобы линия сгиба была перпендикулярна направлению прокатки. Для пружинной проволоки растрескивание указывает на дефекты поверхности проволоки или на радиус намотки ниже минимального для данного диаметра и состояния проволоки.
Признак: Длина пружины в свободном состоянии начинается с номинального значения и постепенно увеличивается или уменьшается в течение производственного цикла без изменений программы. Причина: тепловое расширение подающих роликов машины или формовочных инструментов при прогреве машины после холодного запуска или прогрессирующий износ точки намотки, изменяющий эффективный радиус намотки. Исправление: перед измерением производительности дайте 15–20 минутный период прогрева; контролировать и регистрировать свободную длину на статистической диаграмме управления процессом на протяжении всего цикла; установите интервалы смены инструмента на основе измеренного отклонения длины, а не произвольных интервалов времени.
Понимание того, какие отрасли промышленности больше всего зависят от станков для гибки металла, помогает контекстуализировать масштаб этой категории оборудования и ставки, связанные с выбором и обслуживанием станков.
А single passenger vehicle contains an estimated От 100 до 200 отдельных пружинных компонентов — пружины клапанов, пружины подвески, пружины сидений, возвратные пружины тормозов, пружины сцепления и десятки проволочных зажимов и фиксаторов. Каждый из них изготавливается на станке для гибки пружин. Гибочные машины для листового металла производят усиление кузова, кронштейны, теплозащитные экраны и элементы конструкций. Требования к допускам автомобильной промышленности в сочетании с объемами производства, измеряемыми миллионами единиц в год, делают необходимыми гибочные станки с ЧПУ с измерением в процессе производства и статистическим контролем процесса.
Аerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is примерно в два раза больше, чем у стали при эквивалентной толщине, что требует сложной компенсации перегиба. Машины для гибки пружин в аэрокосмической отрасли производят пружины шасси, пружины сидений толкателей и возвратные пружины тросов управления в соответствии с точными спецификациями нагрузки, проверенными обязательными испытаниями под нагрузкой.
В электронной промышленности используются станки для гибки пружин для производства контактных пружин для разъемов, контактов батарей, пружин переключателей и фиксаторов проволочной формы из различных материалов, от фосфористой бронзы и бериллиевой меди до нержавеющей стали. Эти детали зачастую чрезвычайно малы (обычно диаметр проволоки составляет 0,1–0,5 мм) и требуют производительности в несколько сотен деталей в минуту с допусками на размеры ±0,02 мм. Машины для гибки листового металла производят корпуса, шасси и кронштейны радиаторов для электронного оборудования из алюминия и стали.
Листогибочные и складные тормоза доминируют в строительстве и металлоконструкциях систем отопления, вентиляции и кондиционирования воздуха, производя воздуховоды, оклады, фасадные панели, конструкционные кронштейны, уголки перемычек и кожухи для оборудования из оцинкованной стали, алюминия и нержавеющей стали. Цех листового проката, обслуживающий системы отопления, вентиляции и кондиционирования воздуха, может использовать 3–8 листогибочных прессов различной мощности для обработки материалов разной толщины и размеров. Производительность в этих цехах измеряется погонными метрами гнутого профиля за смену — хорошо налаженный листогибочный пресс с ЧПУ может производить От 2000 до 4000 погонных метров гнутого изделия за 8-часовую смену в зависимости от сложности детали и материала.
Медицинские пружины и проволочные формы — направляющие катетеров, пружины хирургических зажимов, пружины для фиксации имплантатов и компоненты диагностического оборудования — производятся на прецизионных станках для гибки пружин в соответствии со спецификациями биомедицинского уровня. Материалы в этом секторе включают нержавеющую сталь 316L, нитинол (никель-титановый сплав с памятью формы) и титан. Формирование нитиноловой проволоки на станке для гибки пружин представляет собой особую сложную задачу: сверхэластичное поведение материала означает, что стандартные модели упругого возврата неприменимы, а траектории движения инструмента необходимо разрабатывать эмпирически для каждой геометрии детали.
Поиск станка для гибки металла, особенно станка для гибки пружин, требует большей тщательности, чем покупка большинства капитального оборудования, поскольку возможности станка сильно зависят от области применения, а различия в производительности между поставщиками значительны. Следующий контрольный список применим независимо от того, покупаете ли вы новый, отремонтированный или подержанный автомобиль.
А supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
Покупная цена станка для гибки металла обычно составляет 40–60% от общей стоимости владения в течение 10-летнего срока эксплуатации. Баланс включает в себя инструменты (5 000–50 000 долларов США в течение срока службы станка для листогибочного пресса), техническое обслуживание и запасные части (бюджет 2–4% от покупной цены в год), потребление энергии (гидравлический листогибочный пресс массой 80 тонн потребляет примерно 7,5 кВт; эквивалентная электрическая сервомашина потребляет в среднем 1,5–2 кВт) и обучение операторов. Для станка для гибки пружин добавьте стоимость лома проволоки во время настройки — плохо запрограммированная работа по формованию пружин на станке с ЧПУ может потребовать 5–15 кг проволоки, прежде чем будет получен хороший образец, что при цене 3–8 долларов за кг для музыкальной проволоки представляет собой потерю сырья в размере 15–120 долларов за установку.
А used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
Листогибочные прессы и станки для гибки пружин относятся к числу наиболее травмоопасных станков в металлообработке. В частности, листогибочный пресс имеет долгую историю травм рук и пальцев, вызванных быстро закрывающимся пуансоном и штампом. Современные стандарты безопасности значительно снизили уровень травматизма, но их соблюдение требует понимания конкретных задействованных систем безопасности.
Машины для гибки пружин представляют собой другой профиль травм: основной опасностью являются вылетающие концы проволоки во время намотки, особенно когда проволока обрывается или происходит неправильная подача на высокой производственной скорости. Концы проволоки при скорости 150–200 м/мин могут вызвать серьезные рваные раны. Минимальными требованиями безопасности являются закрытая охрана вокруг зоны формования, обязательные средства индивидуальной защиты (защитные очки и устойчивые к порезам перчатки), а также системы автоматической остановки, срабатывающие от датчиков обрыва проволоки. Никогда не следует эксплуатировать станки для гибки пружин со снятыми ограждениями, даже во время установки и регулировки — практика, которая значительно увеличивает риск травм и является основной причиной травм, которые действительно случаются на предприятиях по производству пружин.

ТК12120 TK-12120 12-осевая машина для намотки пружин с ЧПУ...
Смотрите подробности
ТК-6160 Пружинно-прокатный станок с ЧПУ TK-6160...
Смотрите подробности
ТК-6120 Пружинно-прокатный станок с ЧПУ TK-6120...
Смотрите подробности
ТК-5200 TK-5200 5-осевой станок для намотки пружин с ЧПУ ...
Смотрите подробностиМобильный QR-код

 Язык
Язык  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

